

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201610264062.2申請人:珠海大象磨料磨具有限公司發明人:鄒艷玲摘要:本發明屬于涂附磨具領域,公開了一種表面拋光金剛石磨盤,所述拋光研磨層粘結于基體,所述拋光研磨...
申請號:201610264062.2申請人:珠海大象磨料磨具有限公司
發明人:鄒艷玲
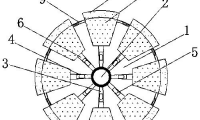
摘要:本發明屬于涂附磨具領域,公開了一種表面拋光金剛石磨盤,所述拋光研磨層粘結于基體,所述拋光研磨層由20~50重量份金剛石粉末、20~40重量份結合劑和10~30重量份填料制備而得。本發明還公開了該金剛石磨盤的制備方法。本發明以金剛石微粉作為拋光研磨磨料,金剛石固有的高硬度、耐磨性、高導熱率,大大的提升磨具的鋒利性和使用壽命;而且可以安裝電動角磨機等電力驅動工具進行拋光研磨,工作環境適用性極強,并使得加工效率更高,精密度較植絨磨盤有顯著提升,適用于各種非金屬材料的拋光研磨。
主權利要求:1.一種表面拋光金剛石磨盤,所述金剛石磨盤包括基體和拋光研磨層,其特征在于,所述拋光研磨層粘結于基體,所述拋光研磨層由20~50重量份金剛石粉末、20~40重量份結合劑和10~30重量份填料制備而得。
2.根據權利要求1所述的金剛石磨盤,其特征在于,所述金剛石粉末的粒度為W6~W22。
3.根據權利要求1所述的金剛石磨盤,其特征在于,所述結合劑為酚醛樹脂和/或環氧樹脂。
4.根據權利要求1所述的金剛石磨盤,其特征在于,所述填料為冰晶石、硫鐵礦、重晶石、石膏粉中的至少一種。
5.根據權利要求1所述的金剛石磨盤,其特征在于,所述基體為玻璃纖維、工程塑料、尼龍或輕金屬。
6.上述任一項權利要求所述的金剛石磨盤的制備方法,其特征在于,包括以下步驟:S1、將金剛石粉末、結合劑和填料混合攪拌均勻;S2、將S1的物料壓制成型,得到坯體;S3、坯體干燥固化,得到中間體;S4、在基體涂上粘結劑,與中間體一起固化粘結。
7.根據權利要求7所述的制備方法,其特征在于,所述S2成型的壓力為20~30Mpa,溫度為80~100℃,保持壓力的時間為10~15s。
8.根據權利要求7所述的制備方法,其特征在于,所述S3固化的溫度從60℃階梯式升溫至175~195℃,固化總時間為20~30h。
9.根據權利要求7所述的制備方法,其特征在于,所述S3固化的溫度為110~130℃,固化時間為3~5h。
10.根據權利要求7所述的制備方法,其特征在于,所述粘結劑為環氧樹脂。











 豫公網安備41019702003646號
豫公網安備41019702003646號