

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 申請(qǐng)?zhí)枺?01610994908.8申請(qǐng)人:哈爾濱工業(yè)大學(xué)發(fā)明人:王金虎郭兵趙清亮張春雨楊冰顧興士摘要:一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法,本發(fā)明涉及球頭砂輪精密修整...
申請(qǐng)?zhí)枺?01610994908.8申請(qǐng)人:哈爾濱工業(yè)大學(xué)
發(fā)明人:王金虎 郭兵 趙清亮 張春雨 楊冰 顧興士
摘要: 一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法,本發(fā)明涉及球頭砂輪精密修整方法。本發(fā)明是要解決球頭砂輪修整成本高,且難以獲得較高的面型精度和尺寸精度的問題而提出的一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法。該方法基于碟片形電鍍金剛石修整輪磨損量低的特點(diǎn),設(shè)定修整軌跡實(shí)現(xiàn)球頭砂輪的在位修整,通過對(duì)初步修整后球頭砂輪面形輪廓的檢測(cè)及雙圓弧擬合得到面形誤差方向及大小,最后在精密修整階段對(duì)誤差進(jìn)行補(bǔ)償,從而修整出表面為標(biāo)準(zhǔn)球面且目標(biāo)半徑為r的球頭砂輪,本發(fā)明應(yīng)用于球頭砂輪精密修整領(lǐng)域。
2.根據(jù)權(quán)利要求1所述一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法,其特征在于:步驟一所述修整輪為碟片形電鍍金剛石砂輪,粒徑可選90~300μm。
3.根據(jù)權(quán)利要求1或2所述一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法,其特征在于:步驟一所述球頭砂輪為樹脂結(jié)合劑金剛石砂輪,粒徑1~60μm。
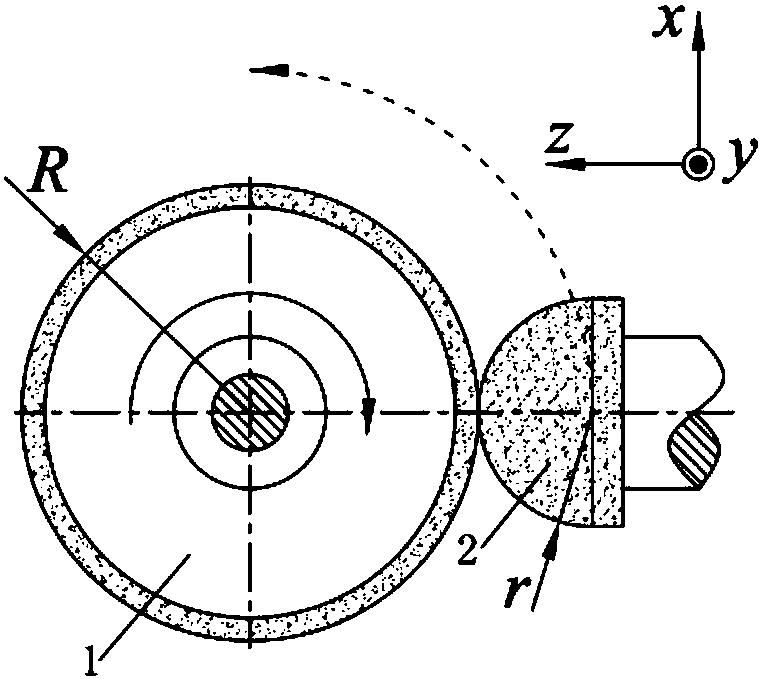
4.根據(jù)權(quán)利要求3所述一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法,其特征在于:步驟二中粗對(duì)刀,確定修整輪和球頭砂輪的位置關(guān)系,確定修整運(yùn)動(dòng)起始點(diǎn)位置(x0,y0,z0)具體過程為:首先確定球頭砂輪軸向最高點(diǎn)位在y方向的位置:沿y方向調(diào)整修整輪相對(duì)球頭砂輪的位置,使球頭砂輪軸向最高點(diǎn)位于碟片形修整輪上下底面之間的任意y方向位置坐標(biāo)為y0;在y0位置上,沿x方向移動(dòng)修整輪,z方向移動(dòng)球頭砂輪,分別在x軸正方向與x軸負(fù)方向相同的z坐標(biāo)位置上使修整輪與球頭砂輪表面接觸,記錄兩次對(duì)應(yīng)的x軸坐標(biāo)x0r和x0l,則確定修整輪回轉(zhuǎn)軸線與球頭砂輪回轉(zhuǎn)軸線相交的x0位置坐標(biāo)為:x0=(x0r+x0l)/2在x0和y0位置上,沿z方向移動(dòng)球頭砂輪,使球頭砂輪與修整輪表面接觸,記z軸方向的坐標(biāo)為z0。
5.根據(jù)權(quán)利要求1、2或4所述一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法,其特征在于:步驟三所述機(jī)床x軸和z軸聯(lián)動(dòng)進(jìn)行圓弧插補(bǔ)對(duì)球頭砂輪進(jìn)行修整采用的半圓形修整軌跡方程為: 其中,θ為球頭砂輪中心與修整輪中心的連線與z軸的夾角。
6.根據(jù)權(quán)利要求1、2或4所述一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法,其特征在于:步驟四中粗修整后,基于雙圓弧擬合方法對(duì)球頭砂輪的面型誤差進(jìn)行計(jì)算得到x方向?qū)Φ兜钠恼`差Δx以及球頭砂輪的半徑誤差Δr具體過程為:步驟四一、在y方向和x方向上調(diào)整激光測(cè)微儀位置,使發(fā)射激光光束與球頭砂輪回轉(zhuǎn)軸線重合;移動(dòng)x軸使激光測(cè)微儀在x負(fù)方向偏移球頭砂輪回轉(zhuǎn)軸線距離為l作為掃描起始點(diǎn)A,其中: l ≤ 2 r d - d 2 式中,d為激光測(cè)位儀量程,r為球頭砂輪目標(biāo)半徑;激光測(cè)微儀向x軸正方向掃描2l距離檢測(cè)修整后的球頭砂輪面形輪廓ABC,B點(diǎn)位球頭砂輪軸向最高點(diǎn),C點(diǎn)位掃描終止點(diǎn);步驟四二、在測(cè)量所得輪廓AB段中任意截取DE段進(jìn)行圓弧擬合,得到擬合圓心Ol的位置坐標(biāo)(xl,yl)和圓弧半徑rl;在測(cè)量所得輪廓BC段中任意截取GF段進(jìn)行圓弧擬合,得到擬合圓心Or的位置坐標(biāo)(xr,yr)和圓弧半徑rr;步驟四三、根據(jù)x方向?qū)Φ墩`差引入的偏心差值Δx=xr-xl判斷:當(dāng)Δx>0時(shí)表明修整輪沒有修整到球頭砂輪中心即未到心,當(dāng)Δx<0時(shí)表示修整輪超過了球頭砂輪中心即過心;步驟四四、計(jì)算球頭砂輪的半徑誤差Δr,即實(shí)際修整得到的砂輪半徑rl=rr與球頭砂輪目標(biāo)半徑為r的偏差,球頭砂輪的半徑誤差值為Δr=r-rl。
7.根據(jù)權(quán)利要求6所述一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法,其特征在于:步驟五中根據(jù)偏心差值Δx修正修整運(yùn)動(dòng)的起始位置為(x0+Δx,y0,z0),修整出的球頭砂輪表面為標(biāo)準(zhǔn)的球面,具體為:在x方向,引入的偏心差值Δx修正修整運(yùn)動(dòng)起始點(diǎn)位置(x0,y0,z0),即(x0,y0,z0)位置修改為(x0+Δx,y0,z0),則使修整出的球頭砂輪表面為標(biāo)準(zhǔn)的球面。
8.根據(jù)權(quán)利要求1、2、4或7所述一種基于雙圓弧擬合誤差補(bǔ)償?shù)那蝾^砂輪精密修整方法,其特征在于:步驟五中根據(jù)球頭砂輪的半徑誤差值Δr修正修整軌跡半徑R+Δr+r,得到目標(biāo)半徑為r的球頭砂輪,具體為:將球頭砂輪的半徑誤差值Δr補(bǔ)償?shù)叫拚喌陌霃街校匦麓胄拚壽E公式,且將x軸和z軸圓弧插補(bǔ)半徑改為R+Δr+r,通過補(bǔ)償?shù)玫侥繕?biāo)半徑為r的球頭砂輪。









 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)