

 手機資訊
手機資訊 官方微信
官方微信
摘要:針對小直徑、深凹非球光學曲面超精密磨削中使用的鑄鐵基金剛石球頭砂輪,提出了一種基于電火花加工原理的精密在位修整方法。只要改變工具電極直徑,即可對不同直徑的球頭砂輪進行修整。實驗表明,用該方法修整出的鑄鐵基金剛石球頭砂輪具有良好的精度和等高微刃群,可很好地滿足小直徑、深凹光學零件的超精密磨削加工要求。
1 引言
應用于航天、航空領域中的小直徑、深凹非球曲面光學零件如圖1所示。加工該零件具有兩大特點:第一,磨削內凹曲面2時所用的金剛石砂輪直徑應小于Ø18mm,這是因為內凹非球曲面2的最小曲率半徑僅為R9;第二,砂輪軸需斜置,這是因為該零件內凹面較深(最深處可達14mm),若砂輪軸與工作臺垂直,砂輪軸將與工件發生干涉,如圖2a所示。因此,砂輪軸只能采用傾斜放置方式(圖2b)。這無疑增加了工件精密磨削和砂輪在位修整的難度。

針對以上特點,本文提出了一種基于電火花加工原理的鑄鐵基金剛石球頭砂輪快速修整方法,實現了砂輪的在位修整。實驗表明,該方法解決了小直徑、深凹非球光學曲面磨削加工中鑄鐵基金剛石球頭砂輪修整的難題,具有修整效率高、修整質量好、裝置簡單、便于操作的優點。
2 砂輪修整原理
利用電火花修整鑄鐵基砂輪,其原理是基于工具電極和砂輪(正、負電極)之間的脈沖性火花放電時的電腐蝕現象。這種電腐蝕現象能蝕除多余的鑄鐵基材料,從而達到對砂輪的尺寸、形狀和表面質量的加工要求。
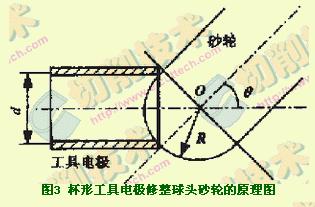
利用杯形工具電極修整球頭金剛石砂輪的原理如圖3所示。工具電極軸線與砂輪軸線相交于O點,兩軸的夾角為q,杯形工具電極與被修整砂輪分別繞自身軸線旋轉,并作相對的進給運動,從而可加工出球面。砂輪球面半徑R與工具電極直徑d的關系為
d=2Rsinq
改變工具電極直徑d或夾角q,即可修整不同直徑的砂輪,故此方法的工藝適應性很好。
3 鑄鐵基金剛石球頭砂輪的修整加工實驗
實驗裝置和實驗條件
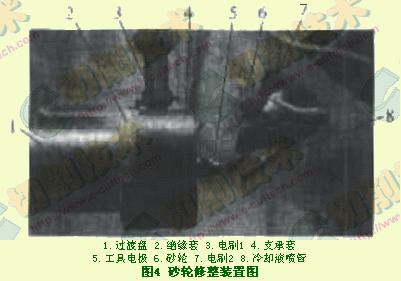
為了盡量減少砂輪的重復安裝誤差給工件加工帶來的精度影響,我們設計了一套能實現砂輪在位修整的裝置,如圖4所示。
本實驗是在由HCM-Ⅰ型亞微米車床改裝而成的非球曲面磨削系統上進行的,實驗用電源為ELID鏡面磨削高頻脈沖電源,工具電極材料為紫銅,被修整砂輪為鑄鐵基金剛石砂輪,直徑為Ø8mm,工作液為ELID專用磨削液(水基),測量工具為CMM500三坐標測量機和掃描電子顯微鏡。
實驗參數:占空比為55%,頻率為40kHz,砂輪轉速為1000r/min,工具電極轉速為600r/min,砂輪平均磨粒尺寸為10µm。電源電壓分別為150、120、90V。修整時,砂輪接電源正極,工具電極接電源負極。
實驗結果及分析
電源電壓對修整效率的影響
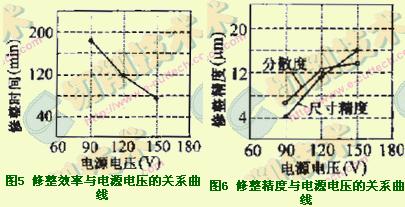
電源電壓分別為150、120、90V時,實驗得到的電源電壓與修整效率的關系曲線如圖5所示。從圖中可以看到,隨著電源電壓的提高,修整效率也在提高。這主要是因為隨著兩極間電壓的提高,單個脈沖放電所釋放的能量增大,從而加速了兩極間的電蝕速度,提高了修整加工的效率。
電源電壓對修整精度的影響
對電源電壓為150、120、90V時修整出來的砂輪進行了精度檢測,其結果如圖6所示。可以看出,隨著電源電壓的升高,修整精度變得越來越差。當電源電壓為90V時,其尺寸精度可達4µm,分散度為7µm;而當電源電壓為150V時,其尺寸精度為16µm,分散度為13µm。這主要是因為當電源電壓升高時,單個脈沖的能量也隨之升高,對間隙的敏感程度隨之下降,同時所使用的工作液的電阻率較小,放電過程中對放電通道的壓縮作用差,消電離的能力較弱,加工過程中電弧放電的幾率很高,加工很不穩定,造成砂輪表面較大的電蝕凹坑和燒傷,影響了修整的精度。
另外,值得指出的是,砂輪在安裝時的空間位置誤差和工具電極的尺寸誤差都將直接影響砂輪修整的精度。所以,實驗得到的修整誤差值中,應包含由砂輪安裝和工具電極直徑誤差所引起的加工誤差。由此可以得出以下結論:修整砂輪時,應盡可能減小砂輪安裝誤差和工具電極制造誤差。在此基礎上,在電火花修整的初期,為了得到較高的修整效率,可以選用較高的電源電壓,而在修整的后期,為了得到較好的修整表面,應選用較低的電源電壓。
修整后砂輪的表面微觀情況
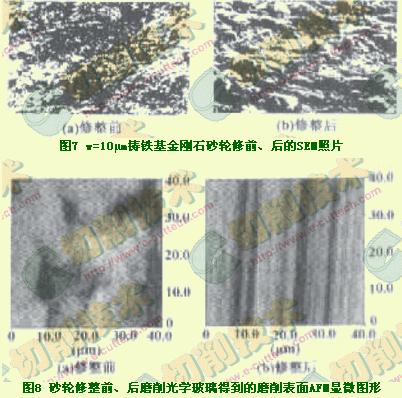
圖7為實驗得到的砂輪修整前、后的SEM照片,其放大倍數為500倍。從SEM照片中可以清楚地看到:修整前,砂輪表面幾乎看不到金剛石顆粒,它們幾乎全被埋在鑄鐵結合劑的下面;修整后,可以清楚地看到金剛石顆粒均勻地分布在砂輪表面,而且砂輪的突出高度比較平均,即等高微刃性較好。對于金剛石粒徑w=10µm的鑄鐵基金剛石砂輪,修整后磨粒的突出高度大約在2.5µm左右,即25%的粒徑。
修整后砂輪的磨削實驗
圖8為采用美國DI公司的Nanoscope Ⅱ3掃描探針顯微鏡,對w=10µm的鑄鐵基金剛石砂輪修整前、后磨削的光學玻璃K9表面檢測得到的AFM顯微圖形。從圖中可以看到,在同樣的磨削條件下,砂輪修整前磨削得到的表面質量較差,表面粗糙度值為Ra522.36nm,而用修整后的砂輪進行磨削,表面粗糙度值為Ra39.043nm。
4 結論
所提出的鑄鐵基金剛石球頭砂輪電火花修整方法具有成型原理簡單、修整精度高、砂輪出刃狀態理想等特點,較好地解決了鑄鐵基金剛石球頭砂輪的在位修整問題。
脈沖電源電壓將影響砂輪的修整效率和修整質量,電源電壓高,修整效率高,但砂輪的修整質量較差;反之,電源電壓低,修整效率低,但砂輪的修整質量較好。
對超細磨粒鑄鐵基金剛石砂輪,用電火花方法修整后可得到良好的等高微刃群和容屑空間,可很好地滿足光學玻璃脆性材料的超精密加工。








 豫公網安備41019702003646號
豫公網安備41019702003646號