

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201610956633.9申請人:湖南大學發明人:陳逢軍梁火昌尹韶輝張磊摘要:一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于,包括送絲機構,所述送絲機構下端與喉...
申請號:201610956633.9申請人:湖南大學
發明人:陳逢軍 梁火昌 尹韶輝 張磊
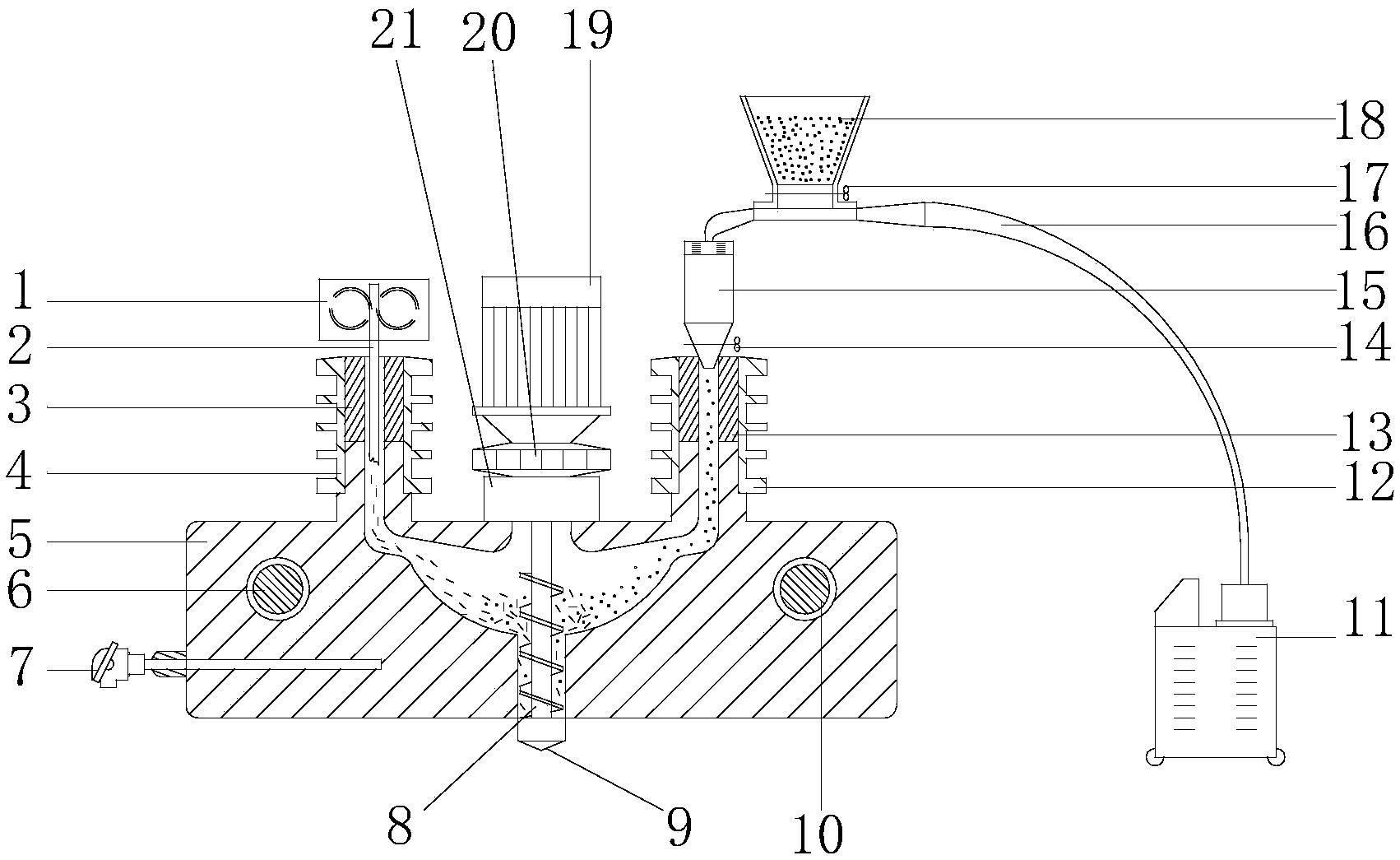
摘要: 一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于,包括送絲機構,所述送絲機構下端與喉管Ⅰ連接,所述喉管Ⅰ與管身Ⅰ通過螺紋連接,所述管身Ⅰ與加熱塊連接,所述加熱塊左右兩邊分別安裝有加熱棒Ⅰ和加熱棒Ⅱ,所述加熱塊安裝有熱電偶。所述加熱塊分別與隔熱塊和管身Ⅱ相連,所述隔熱塊與減速器連接,所述減速器與電機和螺桿攪拌器連接,所述螺桿攪拌器下端安裝有微細噴嘴。所述管身Ⅱ與喉管Ⅱ通過螺紋連接,所述喉管Ⅱ上端設置有裝料漏斗,所述裝料漏斗上端通過噴氣管與高壓氣泵連接,下端開口設置有閥門Ⅰ,所述噴氣管與金剛石磨粒儲料漏斗連接。所述金剛石磨粒儲料漏斗下端開口設置有閥門Ⅱ。利用熔融沉積成型技術,通過控制金剛石磨粒和熔融樹脂結合劑的混合配比并攪拌均勻,能很好地生產磨粒均勻分布的微細樹脂金剛石砂輪,用于高效率地精密磨削,可以有效地研磨微小內孔及復雜型面,且研磨表面光潔度高。
2.根據權利要求1所述的一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于:所述送絲機構的送絲速度為1.5~10mm/s,所述樹脂結合劑絲材采用熱塑性樹脂。
3.根據權利要求1所述的一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于:所述管身Ⅰ和所述管身Ⅱ均設計有散熱片。
4.根據權利要求1所述的一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于:所述熱電偶設定預定溫度為200~250℃,所述樹脂結合劑絲材熔融溫度為200~250℃。
5.根據權利要求1所述的一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于:所述裝料漏斗上設置有排氣裝置。
6.根據權利要求1所述的一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于:所述螺桿攪拌器的攪拌直徑為6~9mm,轉速為0.5~50r/min。
7.根據權利要求1所述的一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于:所述微細噴嘴直徑是0.15~0.5mm。
8.根據權利要求1所述的一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于:所述金剛石磨粒和所述熔融樹脂結合劑以1:0.25~0.75的配比混合。
9.根據權利要求1所述的一種用于3D打印微細砂輪的混料加熱裝置及方法,其特征在于:所述噴氣管直徑先逐漸變小而后逐漸變大。








 豫公網安備41019702003646號
豫公網安備41019702003646號