

 手機資訊
手機資訊 官方微信
官方微信
刀具基體表面粗糙度直接影響金剛石薄膜與基體的實際接觸面積和接觸狀態,是影響金剛石薄膜涂層刀具附著強度的重要因素。本文從金剛石薄膜在基體表面的成核密度、成核狀態及機械鎖合作用等方面研究了基體表面粗糙度對金剛石薄膜涂層刀具附著強度的影響。
1 基體表面粗糙度對成核密度及成核狀態的影響
為研究刀具基體表面粗糙度對成核密度的影響,我們以用不同粒度金剛石微粉研磨過的基體為試樣,進行了實驗研究。為避免WC-Co系硬質合金中Co元素對成核的影響,我們以金屬W為基體用燃焰法進行了沉積實驗。實驗條件為:反應氣體流量比O2/C2H2=1,基體溫度約750℃,沉積時間為3min。根據掃描式電子顯微鏡觀察計算結果,基體表面粗糙度與金剛石薄膜成核密度的關系如圖1所示。
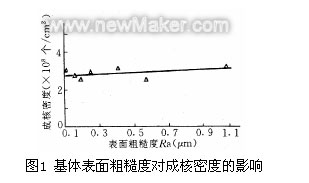
從圖中可以看出,以W為基體時,基體表面粗糙度對金剛石薄膜的成核密度沒有太大影響,在上述沉積條件下,成核密度可達3×108個/cm3左右。對WC-6%Co硬質合金的研究也表明了同樣的趨勢。這與在單晶Si片上的沉積實驗結果不同。可以認為W和WC-6%Co硬質合金中存在的大量晶界缺陷促進了金剛石薄膜的成核,從而使由基體表面粗糙度差異帶來的對成核密度的影響變得不十分明顯。
用掃描式電子顯微鏡進行進一步的觀察分析表明,基體表面粗糙度對金剛石薄膜的成核狀態有較大影響。圖2為在具有不同粗糙度的基體表面沉積2min未形成連續薄膜時金剛石的成核反晶粒生長狀態。從圖中可以看出,在Ra0.19µm的較光滑基體表面,金剛石薄膜較平整,金剛石薄膜與基體的接觸局限于成核點附近,可近似認為是二維接觸,實際接觸面積較小。在Ra0.41µm和Ra1.04µm的粗糙基體表面,金剛石在凸峰及凹谷中均有成核,由于金剛石晶粒呈三維生長,所以在形成連續薄膜后,在凹谷中成核的金剛石晶粒與基體呈三維接觸,使金剛石薄膜底面與基體的實際接觸面積顯著增大,從而有助于提高金剛石薄膜與基體間的附著強度。但在Ra1.04µm時,由于基體表面太粗糙,凸峰間的凹谷較深大,在金剛石晶粒進一步生長形成連續薄膜后容易在凹谷中形成空穴。
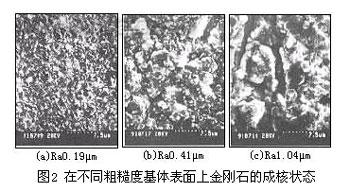
圖2 在不同粗糙度基體表面上金剛石的成核狀態
2 刀具基體表面粗糙度對附著強度的影響
為進一步研究刀具基體表面粗糙度對附著強度的影響,我們用燃焰法制備了具有不同基體表面粗糙度的金剛石薄膜涂層刀具。由于WC-Co系硬質合金中粘結相Co在沉積初期有促進石墨形成的作用,為排除其影響,實驗中選擇了金屬W為金剛石薄膜涂層刀具的基體材料。
由于金剛石與基體附著強度的定量測定較為困難,目前應用最多的是壓痕觀察法,即用洛氏硬度計以一定壓力將壓頭壓入金剛石薄膜,根據薄膜剝落面積的大小定性對比附著強度的大小。考慮到金剛石薄膜涂層刀具實際應用的特點,我們采用了斷續車削工件的方法來評價其附著強度的大小。即在一定切削條件下,用金剛石薄膜涂層刀具進行斷續車削實驗,以金剛石薄膜剝落時的耐沖擊次數和薄膜剝落面積大小來評價不同金剛石薄膜涂層刀具的附著強度。斷續車削實驗條件如附表所示。
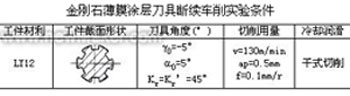
金剛石薄膜涂層斷續車削實驗條件
在附表中所示切削實驗條件下對LY12進行斷續車削實驗,基體表面粗糙度與金剛石薄膜涂層刀具耐沖擊次數和薄膜剝落面積的關系如圖3所示。從圖中可以看出,隨著刀具基體表面粗糙度值的增大,薄膜剝落時金剛石薄膜涂層刀具的耐沖擊次數顯著增加,薄膜剝落面積大幅度減小,說明金剛石薄膜與刀具基體間的附著強度隨基體表面粗糙度值的增大而顯著提高,完全可滿足實際切削加工的要求。從圖中還可看出當基體表面太粗糙時,附著強度有下降趨勢。


用掃描式電子顯微鏡對金剛石薄膜剝落后的基體表面進行觀察分析,結果表明:在較光滑的基體表面幾乎沒有金剛石晶粒的殘留;在粗糙表面的溝槽和孔洞中殘留著許多金剛石晶粒如圖4所示。可以認為,在粗糙的基體表面,不僅金剛石薄膜與基體接觸面積較大,而且在粗糙表面溝槽和孔洞中嵌合的金剛石晶粒使金剛石薄膜與基體之間建立了機械鎖合作用,從而使附著強度得到了顯著提高。當基體表面太粗糙時,由于在金剛石薄膜與基體之間容易形成空穴而使附著強度下降。
3 結論
在W和WC-Co系硬質合金基體上沉積金剛石薄膜時,基體表面粗糙度對成核密度沒有太大影響,但對薄膜和基體間的接觸狀態有較大影響。較粗糙的刀具基體表面不僅使金剛石薄膜與基體實際接觸面積增大,而且可在金剛石薄膜與基體之間建立具有宏觀效應的機械鎖合作用,從而使金剛石薄膜涂層刀具的附著強度得到顯著提高。當基體表面太粗糙時,在基體表面和金剛石薄膜之間將由于空穴的存在而使附著強度下降。合理設計刀具基體表面粗糙度是提高金剛石薄膜涂層刀具附著強度的有效手段。








 豫公網安備41019702003646號
豫公網安備41019702003646號