

 手機資訊
手機資訊 官方微信
官方微信
1 引言
金剛石具有硬度高、耐磨性好、熱導率大、摩擦系數和熱膨脹系數小、化學惰性強等優良特性,是制造切削刀具的理想材料。
近十年來,國內外已先后開發出可用于有色金屬、電極石墨、陶瓷、復合材料等精密加工的CVD金剛石厚膜焊接刀具,基本完成了CVD金剛石刀具的商品化開發工作。
目前應用較多的CVD金剛石厚膜焊接刀具制造工藝流程為:大尺寸金剛石厚膜制備→激光切割刀頭→在真空或保護性氣氛中釬焊刀頭與刀架→刀具刃磨。其中的關鍵工序為刀頭與刀架的焊接。由于金剛石與低熔點金屬及其合金之間具有很高的界面能,因此金剛石很難被一般的低熔點焊料合金所浸潤,可焊性極差。由于CVD金剛石為純晶質的多晶金剛石材料,因此同樣存在這一問題。盡管通過采用含鈦的銀銅合金焊料在惰性保護氣氛或真空中進行焊接可提高焊接強度,但該方法不僅成本較高,且焊接出的刀具在刃磨過程中經常出現刀頭脫落現象,影響成品率。因此有必要研究開發更簡便、更可靠、成本更低的金剛石焊接工藝方法。本文對此進行了試驗研究。
2 試驗方法
本試驗擬采用新的工藝方案來制造CVD金剛石厚膜焊接車刀,工藝流程為:大尺寸金剛石厚膜制備→激光切割刀頭→刀頭表面金屬化(化學氣相沉積W膜)→在大氣中釬焊金屬化刀頭與刀架→刀具刃磨。
制備CVD金剛石厚膜
采用自行研制的電子輔助化學氣相沉積(EACVD)裝置(見圖1)在Ø100mm 的Si基片上制備0.8~1.0mm 厚的大尺寸金剛石厚膜,沉積工藝條件見表1。

切割金剛石刀頭
用激光精密加工機在制備的大尺寸金剛石厚膜上切割出邊長為4.0mm的等邊三角形刀頭,并用H2SO4和HNO3混合液煮沸清洗,以去除切縫邊緣的殘留石墨,避免影響金屬化層與金剛石的結合.
金剛石表面金屬化處理
采用鎢氯化蒸發、氫氣還原的化學氣相沉積法在金剛石刀頭表面(生長面)制備W金屬層。試驗中,沉積溫度分別選用800℃、850℃、900℃、950℃、1000℃,沉積壓力~80 乇,沉積時間20~30min。
刀頭與刀架的焊接
刀架材料為YG6 硬質合金,采用普通Ag-Cu 合金焊料,在大氣中采用高頻感應加熱焊接,焊接溫度850℃,焊后空冷。
刀具刃磨
采用常規金剛石刀具刃磨工藝對焊接刀具進行刃磨,刃磨出的刀具為主偏角60°、副偏角15°、前角5°、后角8°的可轉位車刀。
3 試驗結果與分析
金剛石刀頭材料的質量檢測
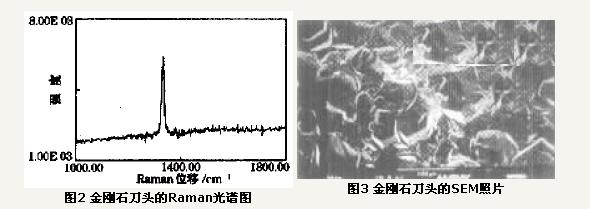
圖2為制備的CVD金剛石刀頭的Raman光譜圖。由圖可見,在1332cm-1處有一尖銳且高強度的金剛石特征峰,表明材料為純晶質金剛石,無石墨和非晶碳成分。
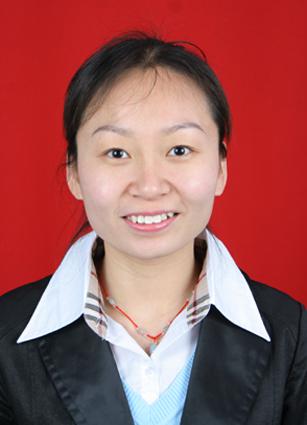
圖3為金剛石刀頭的掃描電鏡(SEM)照片。由圖可見,金剛石晶粒刻面清晰,堆砌密實,粒徑較粗大,表明金剛石膜結晶質量良好。由檢測結果可知,制備的CVD金剛石刀頭材料為質量良好的純晶質多晶金剛石。
金剛石表面金屬化處理對釬焊效果的影響
金剛石刀頭與硬質合金刀架的焊接效果可通過焊后刃磨過程中刀頭是否脫落來定性表征(所有刀具樣品的刃磨工藝相同)。刀頭表面W金屬化層的制備工藝對釬焊效果的影響見表2。

掃描電鏡分析結果表明W層的厚度為4~6µm。
金屬W是一種強碳化物形成元素,在高溫(900~1000℃)下能與金剛石表面碳原子發生界面化學反應,生成穩定的碳化物WC,從而實現與金剛石間牢固的化學鍵合;由于W的熱膨脹系數與金剛石接近,高溫沉積產生的熱應力較低,沉積的W層與金剛石之間具有良好的結合強度,加之W與Ag-Cu合金焊料的浸潤性較好,因此通過在CVD金剛石表面沉積一層金屬W薄膜,可較好解決金剛石與低熔點合金焊料之間浸潤性差、金剛石刀頭與鋼或硬質合金刀架不易焊接的問題。
此外,在大氣環境中焊接時,CVD金剛石表面的W金屬化層可隔絕金剛石與氧氣的直接接觸,防止金剛石在高溫下被氧化,因此在溫度高達850℃的大氣環境下焊接仍可獲得良好的焊接效果。通過表面W金屬化處理后,原來只能在真空或保護性氣氛中進行的高溫釬焊過程可在大氣環境中進行,有利于降低焊接成本,提高焊接強度。
刃磨結果表明,CVD金剛石在900~1000℃的溫度下沉積一層4~6µm 厚的金屬W后,可實現與低熔點合金焊料的良好結合。焊后刃磨及切削試驗結果表明,該新工藝焊接牢固,完全可滿足使用要求。
由表2還可看出,當金屬化處理時W的沉積溫度低于900℃時,W層與金剛石的結合強度不高,W膜在焊后刃磨過程中受沖擊時易與金剛石脫離,其原因可能是在低于900℃條件下沉積的W膜與金剛石間的碳化物界面過渡層厚度不夠,從而影響了結合強度。
金剛石厚膜焊接車刀的切削加工性能
用刃磨合格的CVD金剛石厚膜焊接車刀在國產精密車床上進行加工Al棒的切削試驗,切削條件及加工結果見表3。

由表3可見,用CVD金剛石厚膜焊接車刀加工出的Al 件表面粗糙度極小,達到了普通磨床的磨削效果,可實現以車代磨。
4 結論
通過在CVD金剛石表面化學氣相沉積一層W金屬膜,可改善其與低熔點合金焊料的浸潤性,解決CVD金剛石可焊性差的問題。
通過對CVD金剛石刀頭表面的W金屬化處理,可在大氣環境條件下實現與硬質合金刀架的焊接。
用CVD金剛石厚膜刀具加工有色金屬可獲得高質量加工表面,達到以車代磨的目的。







 豫公網安備41019702003646號
豫公網安備41019702003646號