

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要:拋光工序作為晶體硅太陽能行業重要的一個工序,將硅錠經過鋼線摩擦切割成硅塊后,硅塊表面變得粗糙不平,必須經過表面拋光才能進行硅片的切割。硅塊表面的拋光直接影響硅片切割的質量。硅...
摘要:拋光工序作為晶體硅太陽能行業重要的一個工序,將硅錠經過鋼線摩擦切割成硅塊后,硅塊表面變得粗糙不平,必須經過表面拋光才能進行硅片的切割。硅塊表面的拋光直接影響硅片切割的質量。硅塊在拋光過程中依次經過粗砂輪、細砂輪進行拋光。粗砂輪的作用,將硅塊表面的損傷層進行磨削;細砂輪的作用,將未完全處理的硅塊表面損傷層和粗砂留下的痕跡進行拋光處理。1、目前現狀
硅片車間的開方機由于進來的提速切割,操作人員在實際的工作中,只要稍有疏忽就會造成硅塊的切割質量不好。主要分為:切割的硅塊表面有鋸痕;硅塊的尺寸出現中間“鼓肚”現象;斷線引起的局部硅塊形狀彎曲。目前車間的毛刷式的砂輪已經不能完全去除由于切割造成的鋸痕;對于“鼓肚”問題的硅塊,由于毛刷式的砂輪的拋光能力有限,不能把中間大的尺寸去除。此時急需一種具有更強研磨能力的砂輪。
2、實施方法
目前車間所使用的拋光機主要原理,依次通過粗砂輪、細砂輪對硅塊的表面進行拋光。現在通過把拋光機的粗砂輪更換為金剛石砂輪,細砂輪使用毛刷式砂輪對硅塊進行拋光。
試驗使用的是金剛石樹脂結合劑砂輪,天然和人工金剛石都可以用于磨削,金剛石是碳的一種超高硬度形態,因為它對鐵有親和性而形成快速磨損,結合劑選用樹脂型結合劑,它有摩擦中的震動,有一定的阻尼作用。利用金剛石砂輪的較強的研磨能力,可以把開方機切割造成的一些硅塊表面的問題如:切割的硅塊表面有鋸痕;硅塊的尺寸出現中間“鼓肚”現象;斷線引起的局部硅塊形狀彎曲,進行基本的拋光,再使用細砂輪對硅塊的表面進行優化,可以取得更好的效果。
3、試驗過程
為了提高硅塊表面的拋光質量,通過金剛石的粗砂和毛刷式的細砂結合。粗砂把硅塊表面的“鼓肚”和大鋸痕去除,然后細砂輪保證剩余的精拋光。在實際操作中必須保證以下幾方面:
在金剛石的粗砂拋光時,更應該給予充足的冷卻水,保證水路暢通
保證砂輪前端蓋的安裝,使得水更均勻撒開到砂輪上面
確保機床研磨臺車下的“V”型槽的精準性
拋光時的研磨速度5—10mm/s
4、試驗數據統計
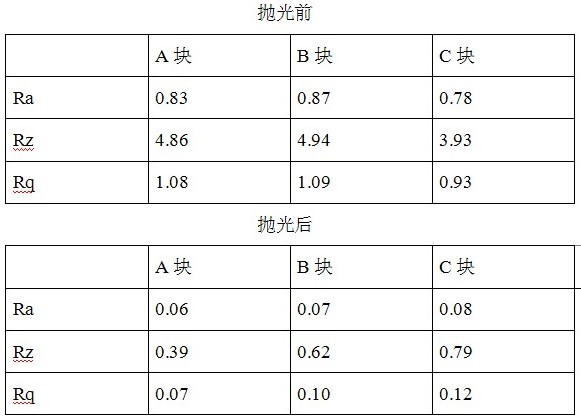
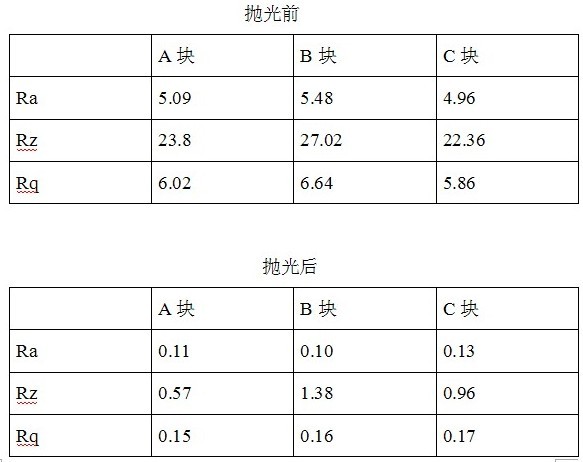
金剛石砂輪可以解決對于開方機引起的問題,主要分為兩個:金剛線開方機引起的硅塊“鼓肚”問題;砂漿切割引起硅塊表面大的鋸痕問題。以下為兩種設備切割的硅塊的拋光前后的表面粗糙度的對比。
1)對金剛線開方機的硅塊,拋光前后粗糙度(單位:mm)數據對比:
2)對砂漿切割硅塊,拋光前后粗糙度(單位:mm)數據對比:
以下照片是使用普通樹脂砂輪和金剛石砂輪的照片對比圖:
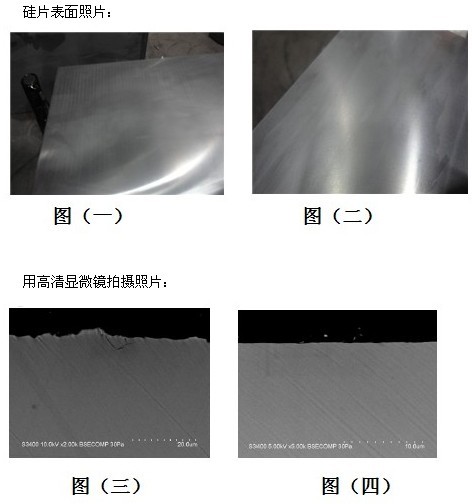
圖(一)、圖(三)是使用普通樹脂砂輪拋光后硅塊表面照片。
圖(二)、圖(四)是使用金剛石砂輪拋光后硅塊表面照片。
拋光檢驗標準:
1)硅塊有效切割長度內且目測無可視鋸痕
條件a:普通照明燈環境下測量
條件b:肉眼距硅塊距離小于0.5m范圍內
每班拋光合格率要求在90%以上
5、設備對拋光的影響
5.1連接砂輪的軸承箱運轉不靈活
砂輪的轉動通過由電機連接的軸承箱帶動,當軸承箱出現運轉不靈活時,會直接影響砂輪的轉動,進而影響拋光的質量。
5.2冷卻水管路不通
當冷卻水管路堵塞時,會直接影響拋光的正常運行,不能進行正常冷卻,從而影響拋光質量。如果可以保持至少每班一次槽體內冷卻水,拋光和冷卻的效果會更好。
結論
利用金剛石砂輪的較強的研磨能力,可以把開方機切割造成的一些硅塊表面的問題如:切割的硅塊表面有鋸痕;硅塊的尺寸出現中間“鼓肚”現象;斷線引起的局部硅塊形狀彎曲,進行基本的拋光,再使用細砂輪對硅塊的表面進行優化,可以取得更好的效果。









 豫公網安備41019702003646號
豫公網安備41019702003646號