

 手機資訊
手機資訊 官方微信
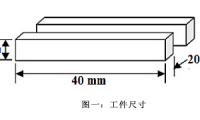
官方微信摘要 基于數控機床的插補運動控制采用磁性研磨方法進行了燈具罩模芯反射塊表面的研磨加工,在保證形狀精度和尺寸精度的前提下,加工表面粗糙度Ra由原始的0.065μm降低到0.035μm。采用單因素實驗方法分析了幾種主要加工參數,包括加工間隙、磁極轉速、加工時間和工件進給量對燈罩模芯表面粗糙度的影響。驗證了磁性研磨方法可以用于模芯表面數量多、尺寸小的反射塊表面加工,并且選擇合適的加工參數能夠獲得較好的加工表面質量,如加工間隙在1.5mm左右、磁極轉速300~600r/min、加工時間為8min左右、工件進給量120~300mm/min。
隨著人們生活質量的提高,對燈具質量的要求也越來越高,不僅要求足夠的亮度、精致的外觀,還要求節能環保,并且從光源散射出的光線具有良好的均勻和柔和性。一般燈具包括電源、光源和反射罩三部分,其中反射罩在很大程度上影響著燈光的均勻性、柔和性以及燈具的整體節能效果。對于燈具反射罩的加工一般有沖壓、旋壓和注塑成型3種方法[1],但無論采用何種加工方式,都需要制造出具有光線反射曲面和塊狀反射單元的凸模,由于反射罩是控光元件,因此凸模的曲面既需要較高的輪廓精度,又需要接近鏡面的表面精度。目前對于模具曲面的精加工一般采用電火花或傳統的手工研磨拋光來達到其粗糙度要求,效率低而且有時會犧牲其形狀精度為代價,對于這種模芯表面數量多尺寸小的反射塊加工,其弊端尤為突出,影響了我國燈具產品的性能和質量。
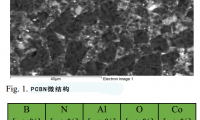
磁性研磨加工技術具有良好的柔性、自銳性、溫升小、加工質量高等特點[2-3]。尤其對于解決復雜模具曲面的研磨加工具有突出優勢。磁性研磨加工的原理如圖1所示,工件在數控機床的控制下,以恒定的進給量作往復運動,位于磁極工具和加工表面間的磁性磨料在磁場作用下,沿磁力線方向排列在磁極上形成“研磨刷”,并隨磁極工具一起作旋轉運動,對工件表面產生一定的壓力,從而實現對工件表面的研磨加工。本研究基于黏結磨料磁性研磨方法對塑料模具鋼表面加工,取得粗糙度Ra0.06μm光滑表面的結果,采用混合拋光,通過分析被加工表面粗糙度變化規律,研究加工過程參數對表面質量的影響。
1 試驗裝置與試驗條件
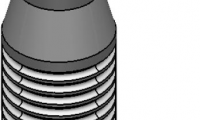
試驗在廣州市某有限公司開發的CMP306車磨拋復合加工中心機床上進行,分布于燈具罩模芯表面的反射塊采用自動研磨拋光方式,磁性工具旋轉,工件沿機床的Y、Z軸同時進給往復運動,加工原理如圖1所示,試驗裝置如圖2所示,加工過程中所使用的試驗條件如表1所示。反射塊表面粗糙度采用Mahr XT20表面粗糙度輪廓儀測量。




2.1 加工間隙的影響
在燈罩模芯磁性研磨加工過程中,工具磁極與加工表面之間的距離即加工間隙,是影響研磨質量的一個重要因素。間隙過大,磨粒排列就會變得疏松,磨粒間的壓力隨之減小,磨削能力相應降低,同時研磨效率也隨之降低;間隙過小,又不能充分發揮磨粒在加工區域中的翻滾和自銳優勢,且過小的間隙會造成磨粒間的壓力過大,有可能劃傷工件表面,影響工件的表面質量。在試驗條件下,反射塊表面粗糙度與加工間隙之間的關系如圖4所示。由圖4可見,反射塊表面粗糙度隨加工間隙先減小再升高,加工間隙為1.5mm左右時具有較低的表面粗糙度,所以合適的加工間隙是取得較好粗糙度的關鍵參數之一。

2.2 磁極轉速的影響
燈具罩模芯反射塊表面可磁性研磨試驗,是通過磁極工具帶動磁性“研磨刷”旋轉,以實現對模芯反射面的研磨加工,磁極轉速在很大程度上決定了研磨加工效率和表面粗糙度。實際加工過程中磁極轉速會受到多種因素的制約和影響,如研磨液的黏度、磨粒尺寸、磁場強度、加工間隙等。在保持其他參數不變時,有規律的改變磁極轉速進行分組研磨試驗,結果如圖5所示。磁極轉速在200~500r/min范圍內時,隨著轉速的增加,單位時間內磨粒在工件表面上劃過的次數增多,材料表面去除速度相應增大,粗糙度值隨之降低。當轉速增大到500r/min后,離心力顯著增大,磨料沿著磁極工具旋轉的切線方向飛出,加工區域的磨料質量濃度明顯降低,研磨能力相應減弱;同時,研磨液被大量甩出,促使加工區域供液不足,大量減弱了研磨液的潤滑和冷卻作用。尤其當磁極轉速超過600r/min后,磨料和工件表面的摩擦太過激烈,加工區域內的熱量大幅增加,不但影響工件的尺寸精度,同時還會使加工面出現變質層、裂紋以及殘余應力等加工缺陷。較高的溫度,還會減少磨料的使用壽命,不利于最終磁性研磨加工的質量和效率。

2.3 加工時間的影響
加工時間對燈罩模芯表面研磨效果的影響如圖6所示。由圖6可見,研磨初期工件表面的粗糙度下降較快,這是由于在開始研磨階段參與磨削的磨粒數較多,磨粒較鋒利,同時研磨液比較充裕,能起到良好的潤滑和冷卻加工區域的作用。當加工持續到8min以后,表面粗糙度Ra下降到0.04μm左右后趨于穩定,繼續延長加工時間粗糙度反而有上升趨勢。根據對加工過程的觀察,這是由于當研磨加工一段時間后,磨粒開始鈍化,并且隨著離心力的作用,單位時間內參與磨削的磨粒數減少,研磨液也大量減少,磨料溫度升高,在研磨后期,由于研磨液和部分磨粒被甩出加工區域,使得“磨料刷”中磁性粒子所占的比例增加,磁導率相應提高,使得磁性“研磨刷”剛性增大,但由于磨削刃減少,造成單顆磨粒對加工表面的研磨壓力增大,加工表面容易產生新的劃痕。所以在研磨8min后,工件表面粗糙度并沒有繼續減小而是稍有波動。因此,控制適當的研磨時間也是取得良好表面的條件之一。

2.4 進給量的影響
在燈具罩模芯磁性研磨加工過程中,工件是沿著機床的Y、Z軸同時進給,以便保證加工表面與磁性研磨刷具有最佳接觸狀態,實現加工面的均勻性。工件進給量在一定程度上也決定了磁性研磨的加工效率和均勻性,在轉速相同的情況下,較低的工件進給量能增加工件表面單位面積上被磨削的次數,且單顆磨粒在工件表面上駐留的時間增長,研磨效率較高,但是過低的進給量造成磨粒在加工區域內得不到充分的翻滾、自銳和更新,磨粒鈍化較快,反倒不能更好地降低工件表面粗糙度。但是,過高的工件進給量,雖然能使加工區域內磨粒更新速度加快,但磨粒在工件表面駐留的時間太短,并且造成工件在往復加工區域的同時,將磨料排擠到磁極工具的非加工部位,從而達不到很好的材料去除效果。從圖7的加工結果中可以看出,工件進給量保持在120~200mm/min,能取得較好的加工效果。

3 結語
采用混合磨料磁性研磨加工方法進行了燈具罩模芯反射塊表面研磨加工,分別研究了加工過程中加工間隙、磁極轉速、加工時間以及工件進給量,對燈罩模芯表面粗糙度的影響規律。試驗研究的結果可以歸納為:磁性研磨可以用于燈罩模芯表面數量多、尺寸小的反射塊加工,能夠有效降低加工表面粗糙度;選擇如下的工藝參數可以得到較好的加工效果:加工間隙1.5mm左右、磁極轉速300~600r/min、加工時間8min左右、工件進給量120~300mm/min。
參考文獻:
[1] 柯頓JR,馬斯登AM.光源與照明[M].4版.上稍頃:復旦大學出版社,2000.
[2] 邱騰雄,閻秋生.曲面磁性研磨加工的表面粗糙度特性研究[J].金剛石與磨料磨具工程,2008
[3] 邱騰雄,面向模具曲面的磁性研磨加工技術研究[D].廣州:廣東工業大學,2008.
[4] WANG Y,HU D J.Study on the inner surface finishing of tubing by magnetic abrasive finishing [J].Internatinal Journal of Machine Tools and Manufacture,2005,45:43-49.
[5] 肖作義.磁力研磨光整加工技術的實驗研究[J].模具工業,2004,286(12):47-50.
[6] MORI T,HIROTA K,KAWASHIMA T.Clarification of magnetic abrasive finishing mechanism[J].Journal of Materials Processing Technology,2006,143-144:682-686.
作者簡介
黃志英,女,1986年生,廣東工業大學碩士研究生,主要研究方向為超精密研磨拋光。












 豫公網安備41019702003646號
豫公網安備41019702003646號