

 手機資訊
手機資訊 官方微信
官方微信2009年,我國汽車產量與銷量躍居世界第一。伴隨著幾年來汽車工業的持續增長,與汽車制造相關的機械加工及金屬切削工作量激增,汽車及其零部件制造業已成為機床和刀具行業最大、最重要的用戶。而隨著市場競爭的日益加劇,提高生產效率、縮短產品交付時間、降低成本已成為企業生存和發展的關鍵,而高速切削無疑是解決這些問題的一條重要途徑。目前,高速銑削在汽車發動機缸體、缸蓋等零件的加工中已經得到普遍應用。
1 高速銑削的優點
高速銑削先進加工技術在我國尚處于發展之中,相對傳統加工具有其顯著的優越性,可以節約刀具材料和切削液,節省勞動力,節約自然資源,減少對環境的污染,是公認的21世紀制造業可持續發展的關鍵技術[1-2]。
高速銑削加工允許使用的進給率比常規銑削加工提高了5~10倍,單位時間材料切除率可提高3~6倍,加工時間大大減少。其次,高速銑削采用極淺的銑削深度和較窄的銑削寬度,與常規銑削相比,切削力可降低30%以上,加工剛性較差的缸體缸蓋等薄壁類零件時可減少加工變形。另外,刀具高速旋轉產生的激勵頻率遠離工藝系統的固有頻率,不會造成工藝系統的受迫振動,能夠保證較好的加工狀態,從而保持尺寸的精準性,同時,切削破壞層變薄,殘余應力小,可以實現高精度、低粗糙度加工,能夠實現以銑代磨的目標。
目前,高速銑削技術在工業發達國家已經得到廣泛應用,并已取得巨大的經濟和社會效益。而在我國,高速銑削加工仍處于初步階段。
2 我國發動機缸體、缸蓋高速銑削加工技術及刀具的現狀
2.1 高速銑削加工技術及刀具現狀
傳統的發動機缸體、缸蓋銑削加工大量采用專機生產線,生產效率低下、生產節拍慢,生產成本高,如今,隨著新設備、新工藝的不斷采用,發動機缸體、缸蓋的銑削加工逐漸采用數控高速加工中心以替代這些傳統的專機生產線,向著高速銑削的方向發展,許多加工中心機床的主軸轉速已可達數萬轉。另外,為了提高生產效率,逐步減少或合并加工工序,如取消半精加工,粗加工后直接進行精加工,面粗銑后一次精銑達到要求,且在粗銑中盡可能多地切除加工余量,然后進行一次精加工保證加工尺寸和形狀、位置精度及表面加工質量。
隨著數控設備與高速銑削工藝的推廣使用,刀具材料也發生了巨大變化[3-5]。近年來,在發動機缸體、缸蓋加工中主要采用以硬質合金材料為主的各種銑刀代替了傳統的高速鋼刀具,銑削速度大幅提高,加工效率提高了數倍,為銑削加工全面進入高速銑削階段起到了重要作用。隨著涂層技術的發展,硬質合金刀具的耐磨性和韌性得到了大幅度的提高,目前,國外硬質合金可轉位刀片的涂層比例已達70%以上,不僅開發了適應高速銑削、干切削、硬切削的耐熱性更好的涂層,而且通過對涂層結構的創新,開發了納米、多層結構,大幅度提高了涂層硬度和韌性。
另外,隨著陶瓷材料組成結構和壓制工藝的不斷改進,特別是納米技術的進步,使得陶瓷刀具的增韌成為可能,陶瓷和金屬陶瓷刀具材料品種增多,強度和韌性逐步提高,擴大了應用領域和加工范圍,在發動機灰鑄鐵缸體、缸蓋的精加工、半精加工中能夠代替硬質合金,切削速度可達硬質合金刀具的2-5倍,提高了加工效率和產品質量。
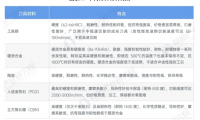
近年來,隨著發動機缸體、缸蓋銑削加工向更高的銑削速度發展,硬質合金刀具與陶瓷刀具已難以滿足使用要求,特別是當銑削速度達到5000m/min以上時,聚晶金剛石(PCD)和聚晶立方氮化硼(PCBN)將成為迄今發現、可供選擇的兩種刀具材料。
PCD刀具材料具有高硬度、高耐磨性、高導熱性及低摩擦系數等特點,在端面銑削鋁合金缸體、缸蓋時,可實現高速、高精度、高穩定性加工,如采用鋁基體刀盤、直徑為100mm六齒高速銑刀,最高切削速度可達7000m/min,且使用壽命很長。
PCBN材料的硬度僅次于金剛石,與鐵的反應呈惰性,特別是其紅硬性好,在1000多度的高溫下仍能保持其硬度和良好的切削性能,適應高速銑削的需要,在灰鑄鐵缸體、缸蓋加工中獲得了良好的應用效果,能夠實現“以銑代磨”,與硬質合金刀具相比,其切削速度可提高一個數量級。
2.2 主要刀具制造商
隨著中國工業的快速發展,世界上許多知名的刀具制造商都進入了中國市場。目前在中國高速銑削領域的刀具制造商主要有五大派系[6],一是山特系,包括山特維克可樂滿(Sandvik Coromant)、山高(Seco)、Titex、瓦爾特(Walter)、Valenite等;二是美國系,主要以肯納Kennametal、Widia、Star等為代表;三是歐洲系,主要以德國為主,包括MAPAL、Guehring、EMUGE、TBT、瓦格納等;四是日本系,包括三菱.住友、東芝、OSG、黛杰、不二越、日立等;五是以色列系,包括ISCAR(伊斯卡)、莫格索爾、瓦格絲等。
而以成量、哈一工等為代表的國內廠商盡管已經積累了一些品牌優勢,但缺乏材料等方面的核心競爭力,在市場競爭上往往只有價格優勢,缺乏技術與品牌優勢,需要加緊自己的研發力量,提高自己的技術含量。
總之,高速加工的發展史就是刀具材料不斷進步的歷史,隨著銑削速度的不斷提高,CBN和PCD等超硬刀具在發動機缸體、缸蓋加工中的應用必將越來越廣泛。雖然目前大部分超硬刀具需要從國外進口,但隨著國內技術的進步,刀具供應必然會實現國產化。
3 整體PCBN刀具在高速銑削發動機灰鑄鐵缸體、缸蓋中的應用
PCBN是將精選的CBN晶體在高溫高壓下燒結而成的超硬材料[7-8]。影響PCBN刀片性能的主要因素為CBN的含量、CBN的晶粒尺寸和粘結劑的種類。CBN含量主要影響PCBN的硬度和耐磨性,含量越高,PCBN的硬度和耐磨性越高;CBN的晶粒尺寸影響PCBN的耐磨性和抗破損性,晶粒尺寸越大,耐磨性約好,而抗破損能力越弱;PCBN中的粘結劑有金屬粘結劑(Co、Ni、Ti、Al等)和陶瓷粘結劑(TiC、TiN、Al2O3等),一般加金屬粘結劑的PCBN刀片具有較好的韌性,而加陶瓷粘結劑的PCBN刀片具有較高的耐熱性。
目前,PCBN刀具坯料可分為兩大類:一類是整體聚晶體,由無數細小的CBN單晶體在高溫高壓下燒結而成;另一類是以硬質合金為基體、高溫高壓下在其表面燒結一層CBN微粉制成的復合片。PCBN復合片將PCBN材料的高硬度、高導熱性及高熱化學穩定性和硬質合金基體的強度與韌性結合在一起,因而具備較高的耐磨性和一定的抗沖擊破損能力。但隨著切削速度的提高,切削過程中產生大量的切削熱,而硬質合金和PCBN材料的熱膨脹系數差別太大,在高溫下容易導致脫層,從而影響PCBN復合片的抗沖擊破損能力。表1所示為SECOMAX公司系列CBN刀片的技術性能指標。
從表1可以看出PCBN材料的發展過程是由復合片發展到整體式刀片,其中,CBN100為CBN10的改進型,而CBN300為CBN30的改進型。CBN300材料的CBN含量達90%、硬度高、紅硬性好,切削加工時有很好的耐磨性和高的熱穩定性;形狀為整體式,使刀片具有高的機械強度,可用于斷續切削,在加工灰鑄鐵和球墨鑄鐵時具有很高的刀具壽命。
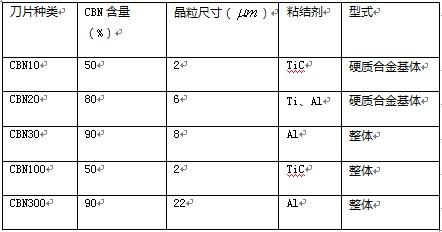
表1 SECOMAX公司系列CBN刀片的技術性能指標
SECOMAX公司的CBN300首次解決了超硬材料不能用于銑削加工的難題,實現了PCBN刀片從車削應用到銑削應用的飛躍。CBN300在銑削加工灰鑄鐵時的刀具壽命可達到普通PCBN刀片的4倍;與陶瓷刀片比較,采用CBN300刀片可以提高刀具壽命50倍,切削速度可達2000m/min。通過在上海通用汽車公司(SGM)的發動機柔性生產線上的應用表明,采用CBN300銑削發動機缸體平面,銑削線速度Vc高達1600m/min,不僅大大提高了發動機缸體的加工效率,而且節省了大量的設備投資,提升了發動機生產線的柔性度。圖1所示為上汽通用五菱發動機工廠加工缸體缸蓋所用的德國MAG公司的EX-CELL-O高速銑削加工中心。
.jpg)
圖1 上汽通用五菱發動機工廠高速銑削加工中心4 鄭州博特公司的整體PCBN產品的應用實例
鄭州博特硬質材料有限公司是一家具有自主知識產權的雙高企業,以其發明專利“整體多晶立方氮化硼超高壓燒結密實體刀具及其制造方法(ZL 2004 1 0060270.8)”獲得了行業的領先地位,是鄭州市僅有的能夠規模化生產超硬材料和超硬刀具的綜合型氮化硼材料與刀具制造商[9-10]。公司生產的整體PCBN高速面銑刀已經開始在發動機生產企業進行推廣應用,是目前國內第一家能夠提供該刀具的企業。表2所示為該公司生產的整體PCBN刀具與硬質合金刀具銑削灰鑄鐵缸體平面的實驗對比的部分數據。
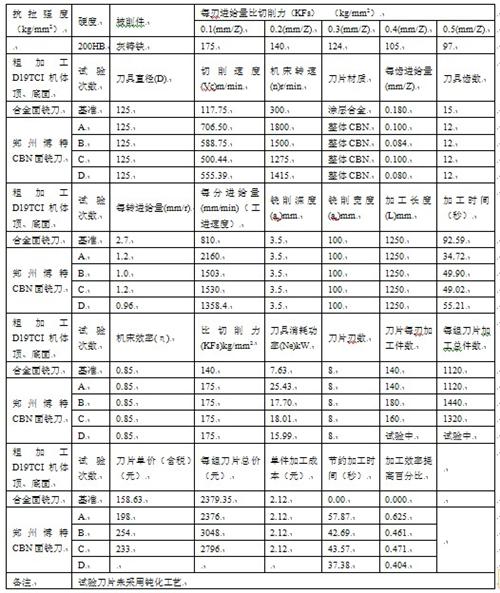
表2 面銑刀加工效率、機床效率計算及單件消耗成本
從表2可以看出,采用該公司生產的整體PCBN刀具用于粗加工機體頂、底面,加工效率大幅度提高,刀具壽命與硬質合金刀具相比有明顯的改善。根據試驗情況,如果對刀片采用鈍化工藝,則刀具預期壽命應能夠進一步增加。因此,該公司生產的整體PCBN刀片具有很好的推廣價值。
5 結語
整體PCBN刀具高速銑削發動機缸體缸蓋能夠大幅度提高企業的生產效率,是一種非常有前途的刀具材料。雖然目前國內制造的整體PCBN刀具與國外制造商生產的刀具尚有一定的差距,但隨著技術的進步和國內企業的不斷努力,我國整體PCBN材料及刀具制造水平必然會不斷提高,預計不久的將來,必能逐步替代國外的進口產品。
參考文獻
[1] 戴麗玲,孫學強.高速切削技術體系與高速切削參數的研究[J].昆明大學學報,2006,17(4):19-21
[2] 鄭成.刀具與切削加工技術的發展現狀與趨勢[J].民營科技,2008,5:22
[3] 蔣文德,王瑋,王魄.PCBN刀具材料的發展及其在銑削加工中的應用[EB/OL].
[4] 潘軍,張弘.PCBN刀具材料切削鑄鐵材料的研究進展[J].工具技術,2004,38(10):3-6
[5] 姚桂玲.基于切削加工中PCBN刀具的性能研究[J].科技創業,2007,7:194-195
[6] 中國刀具商務網.國內刀具市場分析[EB/OL].
[7] 朱從容,王魄.整體PCBN刀片高速切削灰鑄鐵的研究[J].現代制造工程,2002,5:31-33
[8] 朱從容,王魄.整體PCBN刀片特性及其銑削應用[J].機械制造,2002,40(2):30-32
[9] 神會存,宗萬栓,李啟泉,等.PCBN刀具和硬質合金刀具銑削GR15的對比試驗研究[J].工具技術,2008,42(10):67-69
[10] 李啟泉,神會存,宗萬栓,等.燒結條件對整體CBN燒結密實體的影響[J]. 工具技術,2008,42(10):85-87








 豫公網安備41019702003646號
豫公網安備41019702003646號