

 手機資訊
手機資訊 官方微信
官方微信

中國礦業(yè)大學(北京)超硬刀具材料研究所所長鄧福銘
一、高速切削技術(shù)的發(fā)展歷程
高速切削(High Speed Cutting,簡稱HSC)通常是指用比常規(guī)切削速度和進給速度高得多(≥5-10倍)的速度進行高效加工的一種先進制造技術(shù)。
高速切削理論假設(shè)是由德國物理學家薩洛蒙博士(Salomon)1931年提出的。

薩洛蒙高速切削理論的證實和發(fā)展:
①美國洛克希德公司R.L.Vaughan的“彈道切削”試驗;
②美國G.E公司七十年代初參加了“高速切削”研究;
③美國洛克希德公司R.I.King的加工中心與《高速切削技術(shù)手冊》;
④德國達姆斯塔特工業(yè)大學H.Schulz教授著《高速切削》。
高速切削技術(shù)作為現(xiàn)代先進制造工藝,已在國外發(fā)達國家推廣使用;我國作為世界制造大國,近年來作為國家發(fā)展戰(zhàn)略正在大力發(fā)展之中。
二、高速切削、數(shù)控機床與超硬刀具發(fā)展關(guān)系
高速數(shù)控機床、高速切削刀具及高速切削工藝是實現(xiàn)高速切削的三大關(guān)鍵技術(shù)。
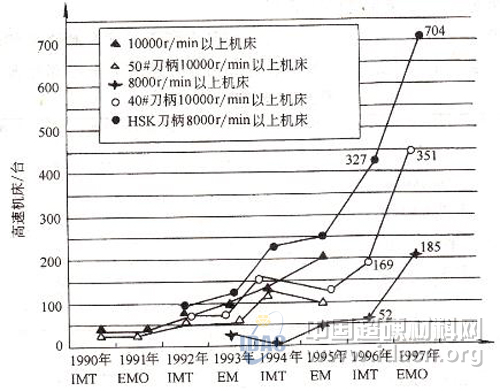
國外會展上高速數(shù)控機床發(fā)展統(tǒng)計
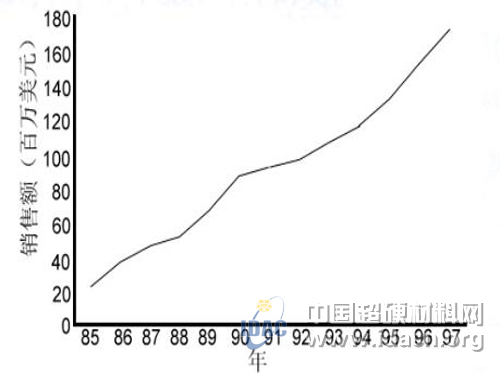
PCBN刀具全球市場增長情況
高速切削理論到技術(shù)的應(yīng)用成果——高速數(shù)控機床、加工中心、柔性制造系統(tǒng)
①數(shù)控機床——機床工業(yè)的第一次革命;
②高速數(shù)控機床——機床工業(yè)的第二次革命;
③加工中心——高速數(shù)控機床的進一步發(fā)展;
④柔性制造系統(tǒng)——機床工業(yè)的第三次革命。
普通機床切削加工時間70%為輔助時間——上下料、測量、換刀、調(diào)整機床等;
數(shù)控機床——縮短換刀時間,加快空程動作,縮短輔工時間;
高速數(shù)控機床——提高切削速度,減少切削時間。
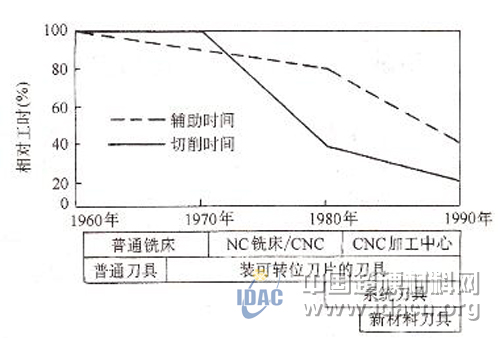
圖3 四十多年來切削加工時間構(gòu)成的變化
柔性制造系統(tǒng)——縮短新產(chǎn)品開發(fā)周期, 加快產(chǎn)品更新?lián)Q代速度。
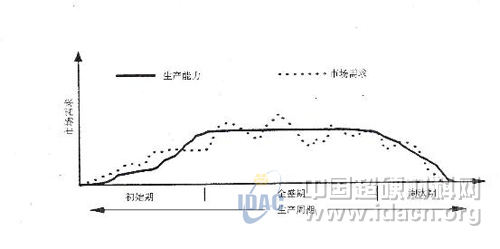
圖4 在產(chǎn)品生產(chǎn)周期內(nèi)市場需求和產(chǎn)品生產(chǎn)能力的變化
超硬刀具——高速切削刀具的發(fā)展方向
——精密高效切削工具;
——汽車工業(yè)鋁合金發(fā)動機的最佳加工工具;
——現(xiàn)代先進切削工藝如“干切削”、“硬態(tài)切 削”、“以車(銑)代磨”的載體;
——綠色環(huán)保、環(huán)境友好、資源節(jié)約、能源節(jié)約型新型工具;
超硬刀具更明顯體現(xiàn)了高速切削技術(shù)的“高效、精密和柔性”的基本特征,代表了現(xiàn)代高效高速切削技術(shù)的發(fā)展方向。
三、PCBN高速切削刀具發(fā)展中的問題
PCBN優(yōu)異的物理力學性能及其“以車代磨”、“硬態(tài)加工”和“干式切削”等先進切削工藝,被公認為是二十一世紀高效、綠色環(huán)保和資源、能源節(jié)約型切削加工工具。
問題一——PCBN刀具的高速切削速度問題已成為全世界高速切削技術(shù)發(fā)展中的主要技術(shù)瓶頸。
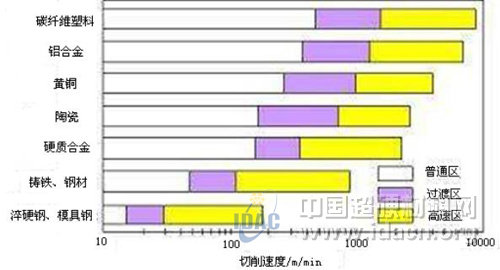
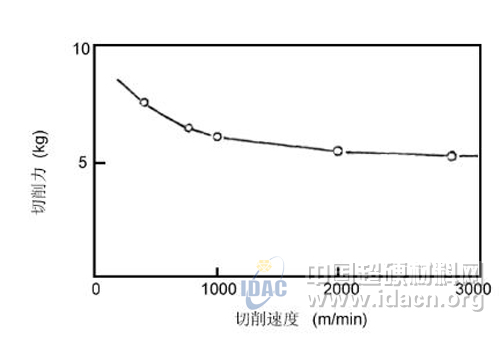
圖4 切削力與切削速度的關(guān)系。Al-10%Si合金;切深2mm, 進給0.15mm/齒干式加工。
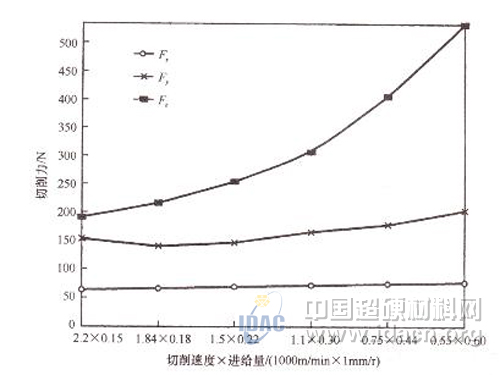
圖5 PCBN刀具切削鑄鐵時切削力與切削速度的實驗結(jié)果
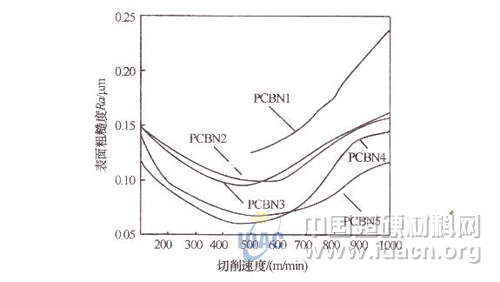
問題二——PCBN刀具的高速切削加工中的表面精度問題已成為PCBN刀具的高速切削加工中的又一攔路虎。
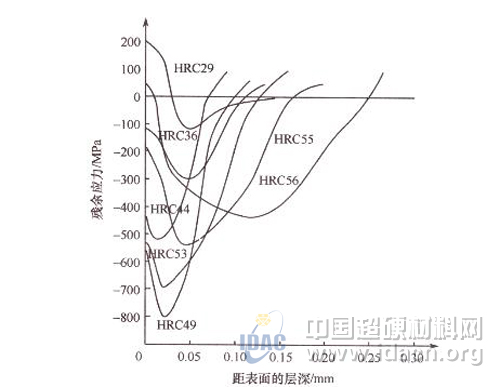
問題三——PCBN刀具的高速切削加工中的表殘余應(yīng)力問題是PCBN刀具的高速切削加工中的必須解決的技術(shù)問題。
四、問題的提出與學術(shù)思想
1、問題的提出——PCBN刀具高速切削原理和硬態(tài)干切削的“金屬軟化效應(yīng)”。
高速切削時切屑帶走了大量的切削熱,工件表面的切削溫度將大大降低。與硬態(tài)干切削的“金屬軟化效應(yīng)”相悖,因此,要充分利用其“金屬軟化效應(yīng)”就必須加大切削進給量,其結(jié)果都將是切削力增大,現(xiàn)有粘結(jié)型PCBN刀具不能滿足其服役條件。
因此,對新型PCBN刀具的高溫力學性能提出了很高的要求。既要有高的硬度和耐磨性,又要有高的強度和沖擊韌性。
2、學術(shù)思想
若新型PCBN刀具的高溫力學性能能滿足其服役條件要求,則采用加大切削進給量更合理,更符合現(xiàn)代高效高速切削之理念。
五、難度與挑戰(zhàn)
1、主攻關(guān)鍵之一
如何利用超高壓燒結(jié)技術(shù),實現(xiàn)CBN晶粒間的CBN-CBN直接結(jié)合,控制晶界結(jié)構(gòu)及晶粒尺寸大小,以提高燒結(jié)體高溫力學性能。
這就要求對CBN高壓反應(yīng)燒結(jié)行為規(guī)律、轉(zhuǎn)化機制及聚結(jié)機理以及聚晶晶界結(jié)構(gòu)和力學行為等基本科學問題有較深入的了解。
2、主攻關(guān)鍵之二
高速硬態(tài)切削純PCBN刀具設(shè)計中要解決的關(guān)鍵技術(shù)問題是如何根據(jù)高速硬態(tài)切削使用條件要求和純PCBN刀具材料高溫力學性能,提出刀具的結(jié)構(gòu)設(shè)計理論和優(yōu)化幾何結(jié)構(gòu)參數(shù),設(shè)計出使用壽命長、安全可靠的新型純PCBN高速切削刀具,解決大進給量的高速硬態(tài)切削使用過程中純PCBN刀具的使用安全性、穩(wěn)定性、可靠性問題。
這就必須深入了解其切削過程中將發(fā)生的各種機械、熱、摩擦磨損等物理現(xiàn)象,深入了解不同進給量條件下的切屑形態(tài)及其形成機理,刀具切削力特性、切削熱和切削溫度的變化規(guī)律,刀具摩擦磨損的形式、破壞特征和損壞機理等應(yīng)用基礎(chǔ)理論問題。
中礦大近年來在北京市教委產(chǎn)業(yè)化共建項目《高效高速超硬切削工具的研究與開發(fā)》、北京市科技人員服務(wù)企業(yè)行動計劃《高效高速超硬切削刀具的產(chǎn)業(yè)化開發(fā)》,以及中礦大產(chǎn)業(yè)化重點項目《純PCBN刀具材料及高速硬態(tài)切削技術(shù)研究》的支持下,在高性能純PCBN刀具材料的探索制備,以及純PCBN刀具設(shè)計理論研究及高速硬態(tài)切削工藝的基礎(chǔ)研究方面,取得初步的研究進展,將可能突破PCBN刀具切削速度的發(fā)展瓶頸,為高速硬態(tài)切削技術(shù)發(fā)展提供理論依據(jù)和技術(shù)支撐。
最近的研究結(jié)果表明,新型純PCBN,在一定溫度范圍內(nèi)均表現(xiàn)出很高的硬度和斷裂強度,且抗彎強度在溫度升高到一定值后不是降低而是增高。這預(yù)示著新型純PCBN刀具將有可能解決傳統(tǒng)PCBN刀具高速硬態(tài)干切削應(yīng)用的有關(guān)問題。
六、結(jié)束語
高純PCBN高速切削刀具開發(fā)與推廣,將促進我國高速硬態(tài)切削技術(shù)發(fā)展,不僅帶動相關(guān)制造產(chǎn)業(yè)產(chǎn)品的升級換代,提升我國制造業(yè)產(chǎn)品的競爭力,而且對提高我國綠色切削技術(shù)的應(yīng)用比例, 減小切削加工對環(huán)境的負面影響,以及制造業(yè)中節(jié)能減排均起到重要的作用。










 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號