摘要 申請號:201610487544.4申請人:大連理工大學發明人:金洙吉王春輝史雙佶安潤莉摘要:本發明屬于金剛石砂輪修整領域,提供一種粗磨粒金剛石端面砂輪的修整方法。該修整方法包括:...
申請號:201610487544.4
申請人:大連理工大學
發明人:金洙吉 王春輝 史雙佶 安潤莉
摘要:本發明屬于
金剛石砂輪修整領域,提供一種
粗磨粒金剛石端面砂輪的
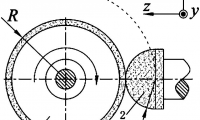
修整方法。該修整方法包括:1)制備W?Mo?Cr合金材料作為修整工具;2)將修整工具安裝在主軸上;將粗磨粒金剛石端面砂輪安裝在夾具上,粗磨粒金剛石端面砂輪與修整工具接觸;夾具一側與彈簧加載裝置固定連接,彈簧加載裝置用于給粗磨粒金剛石端面砂輪施加壓力;彈簧加載裝置下部與十字導軌連接安裝完成;3)調試裝置;4)設定壓力和主軸轉速,緩慢加載壓力和主軸轉速,當壓力和主軸轉速達到設定值時,進行電鍍金剛石端面砂輪的修整。本發明采用干磨修整的方式,更容易積聚熱量,快速改善粗磨粒金剛石端面砂輪表面磨粒等高性的目的,提高金剛石磨粒的修整效率。
主權利要求:1.一種粗磨粒金剛石端面砂輪的修整方法,其特征在于,該修整方法包括以下步驟:第一步,制備修整工具將Mo、W和Cr粉末按原子比70:29:1進行配比,通過機械合金化法制備合金粉末,合金粉末經過熱壓固相燒結法制備合金材料,再將合金材料拋光、清洗得到修整工具(4);第二步,安裝裝置將修整工具(4)安裝在主軸(5)上,主軸(5)與伺服控制系統連接,伺服控制系統控制主軸(5)旋轉;將粗磨粒金剛石端面砂輪(3)安裝在夾具(2)上,粗磨粒金剛石端面砂輪(3)與修整工具(4)接觸;夾具(2)一側與彈簧加載裝置(1)固定連接,彈簧加載裝置(1)用于給粗磨粒金剛石端面砂輪施加壓力,保證粗磨粒金剛石端面砂輪(3)與修整工具(4)穩定有效接觸;彈簧加載裝置(1)下部與十字導軌連接,十字導軌用于控制工作臺前后左右移動,安裝完成;第三步,調試裝置主軸(5)緩慢加載轉速和壓力,以較小轉速運轉,同時加載較小壓力,觀察裝置穩定性;若出現振動現象,則停機進行手動調試,保證粗磨粒金剛石端面砂輪(3)與修整工具(4)接觸面平行;若未出現振動現象,進行下一步;所述的較小轉速為800-1000rpm,所述的較小壓力為5-10N;第四步,修整粗磨粒金剛石端面砂輪設定壓力和主軸轉速,緩慢加載壓力和主軸轉速,當壓力和主軸轉速達到設定值時,進行電鍍金剛石端面砂輪的修整,修整時間20-40min;所述的主軸轉速為8000-10000rpm;所述的壓力為40-50N。
2.根據權利要求1所述的一種粗磨粒金剛石端面砂輪的修整方法,其特征在于,其特征在于,所述的Mo、W和Cr粉末的純度為99.9%、 粒度為-300目。
3.根據權利要求1或2所述的一種粗磨粒金剛石端面砂輪的修整方法,其特征在于,所述的工作臺的移動精度為±1μm;所述的彈簧加載裝置 (1)的精度為±1N。
① 凡本網注明"來源:超硬材料網"的所有作品,均為河南遠發信息技術有限公司合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明"來源:超硬材料網"。違反上述聲明者,本網將追究其相關法律責任。
② 凡本網注明"來源:XXX(非超硬材料網)"的作品,均轉載自其它媒體,轉載目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責。
③ 如因作品內容、版權和其它問題需要同本網聯系的,請在30日內進行。
※ 聯系電話:0371-67667020


 手機資訊
手機資訊 官方微信
官方微信









 豫公網安備41019702003646號
豫公網安備41019702003646號