

 手機資訊
手機資訊 官方微信
官方微信
摘要 選自《智能制造:未來工業模式和業態的顛覆與重構》,【德】奧拓·布勞克曼著一個沒有相應流程的產品本身就相當于是垃圾。在過去被人們定義為生產結果的產品,如今是生產流程帶來的產物。所以產...
選自《智能制造:未來工業模式和業態的顛覆與重構》,【德】奧拓·布勞克曼著
一個沒有相應流程的產品本身就相當于是垃圾。在過去被人們定義為生產結果的產品,如今是生產流程帶來的產物。所以產品的市場力和經濟性都是基于流程的。但是生產流程的邏輯是不一樣的:相對于傳統的生產參數來說,流程是可以計算的,而它所代表的經濟性并不是基于流程時間,而是基于流程的連接點。一個沒有任何誤差的多個流程之間的完美交接是不存在的。每一個有可能發生的錯誤,在某一時刻都會發生。只要在整個合作中有一點錯誤發生,就會影響到整個流程。整個流程鏈的可靠程度是跟連接點的數量,以及每一個點的安全性(分散程度、重復精準度和可計劃性)相關的。連接點的管理引發了新的思考,在ISO 9001 ff/TS 16949 標準中有定義:“在組織中一系列流程的運用,加上這些流程相互間作用的識別和管理,可以被視作是以流程為導向的方法。”(ISO 9001 ff)以流程為導向的方法所擁有的優勢之一,就是可以持續調控各個單獨流程之間的鏈接(ISO 9001:2000)。
單件及整體收益
流程的順序邏輯與生產過程的順序邏輯肯定是不一樣的,生產過程只是將每個生產步驟所需要的時間進行簡單的累積。我們用一個簡單的擲骰子的游戲來說明這個區別。
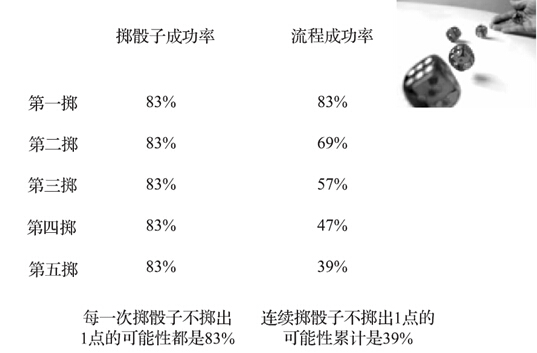
圖1擲骰子和流程成功率的對抗
我們一共前后擲5次骰子,并將2點到6點定義為無瑕疵產品,而只有1點定義為次品。這樣我們每次擲骰子的時候平均會有5/6的可能性成功,也就是83%。而5次擲骰子的平均成功可能性也同樣為83%。如果我們來看5次擲骰子的連續成功可能性的話,也就是連續5次擲骰子都成功,那么連續成功的可能性就只有39%了。也就是說發生錯誤的可能性要達到61%。每次擲骰子發生錯誤的可能性會疊加在一起。
把上面的案例放在生產中去看,就意味著即便我們有一臺成功生產率在83%的機器(這個成功比例算不錯了,現實中的金屬加工行業比這個值要低不少),在連續5個生產步驟之后只有39%的可能性會得到一件成功的產品,有61%的可能性會得到次品而需要重新加工。這個極其簡單的案例告訴我們,即便只有5個生產步驟,也就是只有4個步驟交接點,流程的成功率也會大幅度的下降,隱藏了巨大的改善潛力。
所以說生產的效率取決于流程鏈的復雜程度、交接點的數量以及單個流程的不同類型。不同的類型代表著流程結果會有分散性,會降低流程重復性的準確度,并有可能使流程更難以計劃。效率低的流程所消耗的資源,如沒有計劃的等待和停泊時間,遠遠高于生產效率低所消耗的資源。因為對于后者來說,潛力已經幾乎被開發完了,幾乎所有的企業都擁有現代化的生產技術。而相比較而言,流程方面的提高潛力是非常巨大的。企業的經濟性是取決于流程的交接點的。
所以ISO 9001標準根據流程之間的配合定義了生產效率。“企業如果想高效率地運作,就需要將大量相互之間有聯系的活動識別、控制以及引導。”(ISO 9001 ff)雖然很多企業都簽署了這項協議,但是根據標準的流程控制卻很少有人在真正地做。
再重申一遍這條在ISO 9001 ff標準內的引用:“以流程為導向的方法所擁有的優勢之一,就是可以持續調控各個單獨流程之間的鏈接。”(ISO 9001:2000)
案例模型——裝配機器
圖2給出了一個裝配機器流程的案例,這個案例同樣也可以放到其他的流程中去。裝配流程有8個前提條件,如機器準備程度、員工準備程度、材料齊備程度、工具齊備程度等。裝配流程的成功取決于每一個單獨步驟的成功。每一個單獨的步驟和條件都帶來了出錯的風險:機器還沒有準備好、工具還沒有準備好、材料還沒有備齊等。
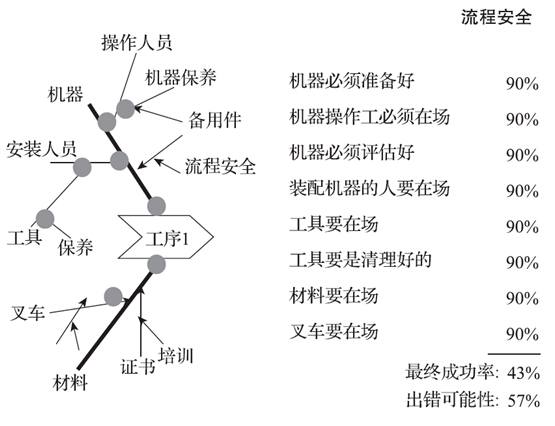
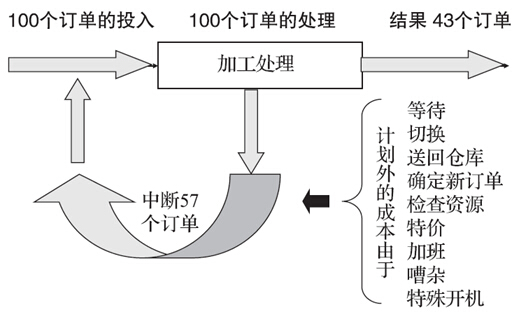
在圖2中,我們假設流程的8個前提條件,每一個的平均成功率都在90%。即便只有8個前提條件,并且每一個條件的成功率都相當高,最后流程的整體成功率也只有43%,57%是會出現問題的。或者換一種表達方式:100次裝配機器的流程中有57次需要被中斷,只有43次可以按照計劃完成。這個43%的比率叫作流程成功率,或者如果是流程鏈的話則被稱為FPY(First Pass Yield,流程一次成功的比例)。
這個通過將每一步的成功率相乘得到的總成功率在現實中也是被廣泛應用的。造成這個成功率的原因則是無處不在的延誤:要么配置機器的人生病了、要么材料還沒有配齊、要么工具還沒有準備好等。失敗步驟代表著效率下降,而企業的資源卻仍然被占用著。失敗步驟還伴隨著大量的后續費用,如生產過剩(停泊時間)或者生產不足(等待時間)。
生產效率和方差
流程分散性(如可利用性)對于企業的經濟性起著至關重要的作用,圖84顯示了基于現實的生產關系(Rehbehn和Yurdakul,2003)。圖84中顯示的是Siemens公司分析的流程分散程度(分散指數Sigma)和出錯成本的關系。
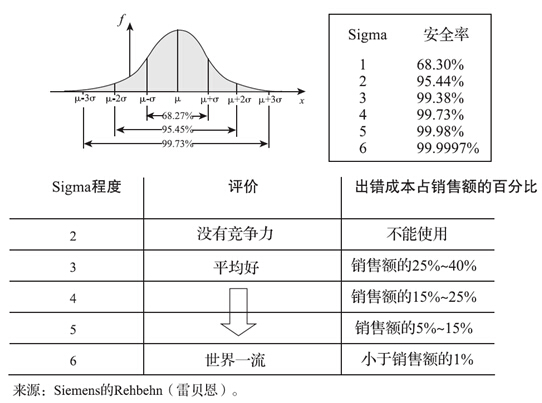
真正現實中的企業流程一般要面臨上百種不同的前提條件。作者認為流程安全級別在2σ(流程每一步的成功率達到95.44%)是沒有競爭力的。圖3中的最后一欄顯示了流程的安全級別σ與生產成本的關系。流程在交接點的分散性越小,錯誤造成的損失也就會越小。
Sigma(σ)是用來表示流程分散性的,σ級別可以看作是生產經濟性的一個重要指標。圖84中的數據是基于真實的生產條件統計出來的。數據表明,即便流程擁有非常高的99.38%的成功率,也仍然有25%~40%的銷售額是要用來支付流程中發生的錯誤的。通過這些數據可以看出,σ級別的提升對于經濟性的提升是具有非常明顯的作用的。這里列舉的失敗成本與3.5%的機械和電子行業企業的平均稅后收益率相比,是高得難以置信的。
結論:從流程角度來看生產率的話是基于方差以及流程連接點的。流程中的方差對經濟性的影響比技術和生產對經濟性的影響要高出以20為倍數的級別。“如果想要將企業的效率提高,也就是將生產效率提高以及成本降低,那么達到6σ級別將是最佳選擇。”(Walch,2005)
隱藏的工廠
對于企業的員工,尤其是生產線上的工人來說,公司的價值流和成本計算不是可以被直接認識到的。一個跟流程密切相關并且實時更新的記錄和計算并沒有運用到實踐中。在實踐中運用得更廣泛的只是操作之后的記錄,并且也只記錄那些可以計數或者測量的參數。而對于實際消耗了多少資源并沒有一個明確的認知。單位成本是很難去統計的,而因為等待和停泊所浪費的時間資源也會一直有各種合理的借口。例如,當一名工人需要將裝配機器的流程中斷時,他的潛意識里并沒有覺得這個會影響到生產效率,因為他覺得機器反正會“立刻”接到下一個任務繼續運作,并不會影響到效率甚至是經濟性。另外還要注意到,在生產循環中庫存量的增多反而會使員工更為鎮定。因為如果很多箱子都裝滿了貨物,就會有一種企業運營良好的暗示,也使工作崗位更加的穩定。但是事實上所有沒有計劃的生產中斷都會導致看不見的浪費,就如同接下來的案例所展示的一樣。
對于企業中沒有被認知到的程序,波士頓大學管理學院教授米勒和福爾曼取名叫作“隱藏的工廠”。因為這些間接的部分其實隱藏了很多生產力(Müller,1992)。
停泊比生產還要貴
圖2顯示了一個裝配機器的流程,整個裝配流程有8個前提條件。流程鏈的效率參數是FPY,即流程一次成功的比例(Rehbehn和Yurdakul,2003)。圖4將圖2的內容再次加深,當8個流程步驟的每一步都有90%的成功率時,最后總的成功率在43%。換句話說,每100個計劃的裝配流程中會有57次因為各種原因需要中斷并無法繼續進行。中斷具體代表著等待材料、等待工具、等待工人等。這同時也代表著工具又要被拆掉并且放回倉庫,其他的資源也一樣,如材料以及其他配件(測量工具、檢測報告等)。接下來需要安排新的任務,并檢查可行性,因為FPY風險也是同樣存在的。在某些情況下,中斷還會帶來其他的費用,如緊急的狀態、特別的班次或者是加班,甚至到要坐上直飛Wolfsburg(沃爾夫斯堡)的直升機。所以說因為中斷造成的等待或者停泊是比生產更加昂貴的。
因此,上文提到的機器的使用率與材料的等待和停泊時間是沒有關系的設想根本就是錯誤的。
損失計算
生產流程會按照順序形成一套完整的事件。在每一個流程交接點都會有影響流程準確性(分散性)的風險,如太多、太少、太早、太晚、錯誤的地點、錯誤的質量等。針對面對的差異和應有值之間的聯系以及由此造成的損失,Taguchi(田口)研究出了一種計算損失的方法。這種方法可以計算出差異(即便是誤差范圍之內允許的差異)所代表的損失。雖然Taguchi一開始是刻意參照比較可靠的設計來開發這個方法,并且主要用在技術加工領域的,但是他的方法同樣可以很好地轉接到其他的流程上來。Taguchi主要強調了單個目標變量的分散性:對于客戶來說,產品的可使用性隨著誤差的增多而持續地下降。
一個過程在計劃中的誤差范圍不能夠看作是生產誤差臨界值,而要看作損失來計算。根據以下陳述:每一個流程目標的誤差帶來的損失,是根據誤差的大小成平方倍數增長的。流程目標可能是時間(產品完成)、地點(運輸目標)、數量(生產過度或者生產不足)或者質量(額外檢測、重新加工、銷毀)。
每一個實踐中的工人都知道:“總有意外會發生的。”不是缺材料、機器沒準備好,就是工人生病了,或者工具不齊。每日典型的影響包括計劃外的生產中斷、未能按計劃生產并引起等待或者停泊時間、模具準備工作無法完成等。根據這些問題,流程操作的一個目的就是盡量采取能夠減少這些錯誤根源的措施。
除了交接點安全性的提升,還有交接點的數量(也就是復雜性)對于損失的計算也是很關鍵的。如果在圖1中那個擲骰子的案例里不是5個骰子而是10個骰子的話,或者按照生產流程來說不是5個生產步驟而是10個的話,那么最后得到的成功率就只剩下16%了,況且其實10個步驟對于現實中的企業運營來說根本不算多。步驟的數量同時也代表著可能發生錯誤的數量(Opportunity for Defects,發生錯誤的數據)。這個案例說明了,流程不能在整個過程結束之后再來評判,因為這時已經太晚了,而是需要在過程中(伴隨生產過程)就開始調整(Rehbehn和Yurdakuhl,2003,第52頁)。









 豫公網安備41019702003646號
豫公網安備41019702003646號