

 手機資訊
手機資訊 官方微信
官方微信
15.切割石材的設備和工具有哪些?
石材的加工主要是鋸切、磨削和拋光,它們占石材加工量的95%以上。其中磨拋又是最復雜、最關鍵的工序,約占工作量的一半左右。常用鋸切石材的設備按其結構、運動形式、切割工具的材料,分類如下:
鋸機:1.框架式:1)擺式——擺式框架鋸機
2)平移式: ①砂鋸——平移式框架鋸機
②金剛石鋸條——金剛石平移式框架鋸機
2.圓片式:1)雙向切機:①橋式切斷機
2)切斷機: ②多刀切斷機
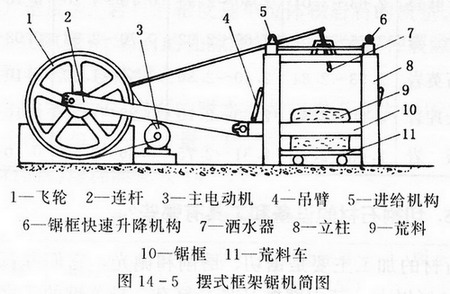
(1)擺式框架鋸機:見圖14-5,它可以安裝30~120根鋸條。鋸框受吊臂的約束,在曲柄連桿機構驅動下,鋸框帶動鋸條一起作往復運動。在擺動最低點處,鋸條帶動并壓緊散裝的磨料,使之運動而切割荒料。鋸框往復擺動一次,在進刀機構的作用下,往下進給,這樣往復連續進行,完成切割。這種切割機,結構簡單,效率較低。它切割花崗巖的落鋸速度為lO~20mm/h,切割大理石的落鋸速度為30~40mm/h。它加工荒料的尺寸為2300mm×1500mm×1400mm左右。
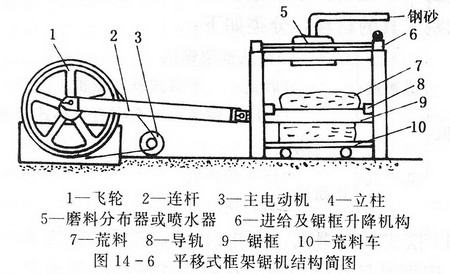
(2)平移式框架鋸機:它的結構見圖14-6,加工荒料的尺寸為3000mm×1600mm×2000mm。由曲柄連桿機構驅動鋸框,鋸條壓緊磨料,使鋸框作直線往復運動,切割石料。這種鋸機工作平穩,切割時,磨料通過供給系統,均勻地和水一起灑在被切的石料上,切割的生產效率較高。這種鋸機最適合用金剛石鋸條,鋸切中等以下硬度的石材。它切割花崗巖的進給速度為30~50mm/h,用金剛石鋸條切割大理石的進給速度可達80~200mm/h。
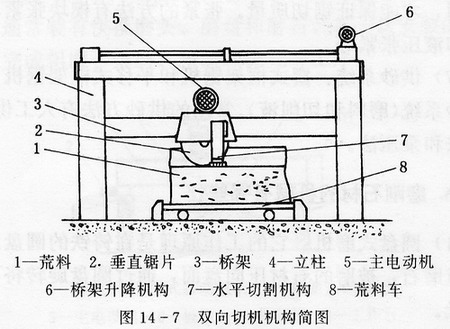
(3)圓片式鋸機:雙向切機的機構見圖14-7,它可切割3700mm×2000mm×2000mm的石材。雙向切機均用金剛石鋸片,垂直鋸縫由大鋸片切割,它的直徑最大可達3000mm,一般的切割深度為鋸片直徑的1/3左右。水平鋸片是從石材上切下一塊毛板。金剛石鋸片的切割速度和切割效率都比較高。
(4)橋式切斷機:它是采用金剛石鋸片,將板材切割成所需要的尺寸。在橋式切斷機頭架上裝一個鋸片,切完一邊后,轉動工作臺,再切另一邊。
(5)多刃式切斷機:它是在機上裝有許多圓形金剛石鋸片,可以同時進行工作,鋸片間的距離有固定式和可調式兩種。
(6)鋸條:它是擺式框架鋸機和平移式框架鋸機的工具,用它的往復運動和散裝磨料及切削液來切割石材。鋸條的長度是根據鋸框而定的,寬度為70~180mm,厚度3~6mm。鋼鋸條采用軋鋼帶,通常采用低碳鋼、中碳鋼和65Mn鋼帶。兩種鋸機所用的鋸條也有不同的地方,平移式框鋸機的鋸條不能離開切割工作面,為了保證有足夠的磨料供給,必須在鋸條上穿孔,孔徑為30~40mm,孔距200mm,交錯排列,橫向孔距小于孔徑,以保證下一排孔全部磨除后,使上一排孔出現缺口,送進充足的磨料。所有的鋸條必須在張緊條件下使用,才能保證鋸切質量。張緊的方法有楔塊張緊、螺旋張緊和液壓張緊等。
(7)供砂系統:擺式框架鋸機和平移式框架鋸機,必須有供砂系統(磨料和切削液)。常用的供砂方法有人工供砂法、噴射法和泵壓法。
16.磨削石材的機械有哪?
(1)圓盤式磨機:它的工作原理是在鑄鐵的圓盤上布滿磨料或磨石,被磨的石材壓向盤面,通過圓盤旋轉將石質板材磨光。
(2)搖臂式手扶磨機:該機由兩節搖臂組成,如圖14-8所示。一端同立柱鉸接并沿立柱上下移動,另一端裝有磨頭和手把,用手把將磨頭沿板材表面移動,進行磨削。它的最大加工尺寸為2000mm×1000mm。它可與大圓盤磨機配合使用,操縱靈活,但板材磨后平面度不高。

(3)橋式磨機:如圖14-9所示,它能加工2800mm×1400mm×200mm左右的石材。磨頭直徑350~500mm,磨頭移動速度0.6~10m/min,它可以升降并在導軌上作往復運動。通常裝有快換磨頭、磨盤和磨石,在一次安裝的情況下,能完成粗磨、細磨、精磨和拋光等工序。

17.石材磨削加工時怎樣選擇磨具?
目前加工石材的磨具分兩類:一類是研磨盤加散裝磨料,它的性能取決于磨料的種類、粒度的大小和研磨盤的材質,使用的磨料有鋼砂、鐵砂、石英等,其粒度為20號~30號,主要用于粗磨和半細磨。第二類是磨石,它由磨料加添加劑、結合劑固化而成,磨石在磨頭上固定的方法有機械式固定、粘接式固定和壓入式固定,磨石的性能及選擇見表14-8。

18.選擇鋸機和鋸條的一般原則和鋸切的注意事項是什么?
加工石材時,選擇鋸機和鋸條應根據石材的加工性、毛板的規格和設備情況而定,一般原則是:
(1)對于中等硬度以下的石材,應選金剛石鋸機;對于高硬度石材,應選砂鋸,用鋼砂作磨料。
(2)如果要求鋸切大規格的板材,必須選用金剛石框架鋸機。如要求生產小規格板材,應選用雙向切機,它切出的板材平面度好,表面粗糙度低,可以免去粗磨工序,而且效率高、成本低。
(3)鋸切純白色的石材(如純白色大理石和白云石等),應選用金剛石鋸機或選用砂鋸,使用不得污染石材的磨料。
鋸切的注意事項有:選擇金剛石鋸片或鋸條的硬度、金剛石濃度、粒度要和石材的加工性相適應。石材硬度高,應選金剛石硬度、濃度高、粒度粗的金剛石鋸片或鋸條。砂鋸鋸條完全切入石料后,每隔30min將進給速度提高5~10mm/h,逐漸轉入正常進給速度。金剛石鋸條完全切入石料后,每隔15min將進給速度提高10~20mm/h,逐漸轉入正常進給速度。鋼鋸條兩端出現臺階撞擊石料時,應采用氣割將臺階去掉。當鋸條離石料底部100mm左右時,應當將石料上部捆牢,防止毛板傾倒,同時要降低進給速度,為正常進給速度的l/2左右。當鋸條離石料底部20~30mm時,應停止進給,結束鋸切。在鋸切的過程中,每隔30min分離一次鋼砂,同時添加一定數量的新的鋼砂和石灰。
19.怎樣對石材進行切塊加工?
切塊加工,就是用金剛石鋸片把石材切成一定規格的板材。大理石的加工,通常是先把毛板切成所需規格的塊,然后再進行板面的磨拋加工。花崗巖則是先進行磨拋后,再切成所需要的塊,其目的是為了防止板材掉邊崩角。
(1)選擇鋸片:選擇鋸片要使金剛石節塊的金剛石濃度、粒度、結合劑、硬度與石材的硬度和磨蝕性相適應。金剛石鋸片有寬水口和窄水口兩種。寬水口的鋸片用于切厚度大的板材,窄水口的鋸片適用于切割厚度小的石材和硬度高的板材。
(2)切割速度:金剛石鋸片切割花崗巖的最佳切削速度為20~35m/s,切割大理石的最佳切削速度為35~50m/s。選擇金剛石圓鋸片時,應考慮最佳線速度。
(3)切割深度:板材厚度超過30mm以上時,應當進行分層切割,以減少金剛石耗量。一般每次切深不得超過30mm。為了保證切割出的板邊面平直,切入深度應超過所切割板材厚度5~10mm。
(4)進給速度:根據我國石材的加工性,切割厚度為20mm板材的推薦進給速度,大理石為1~2m/min,花崗巖為0.3~0.5m/min。切入切出時應適當降低進給速度,并保持平穩,以防止崩邊掉角。
(5)操作:板材切塊時,磨光的表面向上,鋸片的速度方向和進給方向一致。新鋸片和不能自銳的鋸片,應先切耐火磚使之鋒利,否則就會造成切割阻力大、切割中跑偏等現象。
20.怎樣對石材進行磨削和拋光加工?
板材表面的加工,要經過粗磨、半細磨、細磨、精磨和拋光等一系列工序才能完成。粗磨主要去除板面凸起的部分,保證板面的厚度和平面度。半細磨、細磨、精磨是逐次減小磨粒尺寸,去除上道工序留下的溝痕,使板面達到所要求的平面度和一定的光澤度,為拋光作準備。拋光是將板面拋出鏡面光澤。
板材拋光的過程,可分為單塊拋光和連續作業。單塊作業的工藝設備有兩種,一般規格尺寸的板材,粗磨在大圓盤機上進行,余下的工序在搖臂式手扶磨機上通過逐次更換磨盤完成。另一種大面積的石材,所有的磨削和拋光在橋式磨機中更換磨盤實現。連續作業適用于大批量生產,使用的設備是磨拋生產線,板材由傳送帶依次通過粗磨、半細磨、細磨、精磨和拋光各磨頭,完成板面加工的全過程。
單塊作業時,用大圓盤機粗磨加工,它的最大線速度為10m/s,最大載重為800kg左右,利用鋼砂、鐵砂、石英砂等散狀磨料,粒度為20號~30號,它的平面精度為1000:1。再用搖臂式手扶磨拋機完成其他工序。在完成每道工序時,必須要去掉上工序所遺留的痕跡和達到所要求的平面度要求,才轉入下工序。兩工序的運動軌跡應交叉,并保證磨盤伸出被加工的板邊外,不得超過磨盤直徑的l/2。
拋光的方法有兩種:一種是毛氈盤加氧化鋁粉拋光,拋光時先在板面上灑少量的水,然后再均勻地灑上拋光劑進行拋光;另一種是毛氈盤加草酸拋光,它是在板面上加適量的草酸,然后加水拋光,供水量要大于10L/min,以防止草酸燒壞板面。
21.怎樣加工高精度花崗巖平板?
高精度平板,通常選用濟南青花崗巖作原料。這種花崗巖晶粒細小、均勻,密度大,硬度高,精度保持性好,平板的精度可達○○級。其工藝過程是:
(1)鋸毛板:在框架鋸機上進行,其尺寸為平板厚度。
(2)切塊:根據平板的長和寬,用金剛石圓片式鋸機切出。
(3)切邊:按照平板的要求,在四邊切出臺階。
(4)裝手把:在平板兩端鉆孔,安裝金屬手把。
(5)磨削:通常在橋式磨機上進行粗磨、細磨和精磨。上述加工達到的平面精度分別為1000:0.20、1000:0.10、1000:0.05。
(6)研磨:研磨是在專門的研磨機上進行的,用三塊平板加磨料對研,達到平板要求的精度。
(7)拋光。
(8)檢驗:按平板檢驗要求進行。
22.怎樣用人造聚晶金剛石復合片銑刀銑削花崗巖?
花崗巖由于具有耐磨性好、成本低、不導電、不帶磁、受溫度影響小和精度穩定性好等特性,已從建筑裝飾材料變成為精密儀器和精密機床制造中的重要材料,如精密平板,精密機床的基座、立柱、橫梁、工作臺和導軌等重要基礎件,而引起國內外人們的重視。
人造聚晶金剛石復合片刀具的切削部分是聚晶金剛石層,它有很高的硬度和耐磨性,能始終保持刃口的鋒利狀態,下面有強度高的硬質合金支承,其復合后的抗彎強度可達1200~1500MPa。在切削的過程中,0.5~0.7mm厚的聚晶金剛石層,始終保持切削作用,下層硬質合金磨去后,聚晶金剛石層相當于一條αo=0°的棱邊,仍能進行切削。
將φ13.7mm×4.5mm的人造聚晶金剛石復合片,作成φ170mm的機夾銑刀。其幾何參數為γf=-10°~0°,γp=-12°~6°。工件為濟南青花崗石,工件寬度為130~150mm。切削用量是νc=50~320m/min,ap=0.4~1.2mm,νf=30~190mm/min。采用不對稱銑,以減少崩刃。γf和γp以負值為好,可以改善初始接觸狀態和減小崩刃的可能性。在選取切削用量時,盡可能以較高的切削速度和較小的進給量及切深為好,否則會使加工表面質量惡化。
銑削長300mm、寬150mm的花崗巖,在上述切削用量的條件下,走刀60次后,人造聚晶金剛石刀具的后刀面只磨損了0.28mm。








 豫公網安備41019702003646號
豫公網安備41019702003646號