

 手機資訊
手機資訊 官方微信
官方微信
摘要:根據ELID磨削的特點和要求,通過調整無機鹽、添加劑等成分的比例,找出了ELID磨削中生成鈍化膜性能與磨削液成分的關系,研制出新型的性能更好的ELID磨削液。
在ELID磨削中使用的磨削液既要具有普通磨削液的性能,同時又要作為砂輪在線電解修銳的電解液使用。本文在原有磨削液的基礎上,通過調整化學成分,研制出一種新型磨削液。通過在普通磨床上進行的ELID磨削實驗表明,該磨削液性能良好,且對環境污染小。
1 新型ELID磨削液的研制
ELID磨削液的性能包括如下幾方面:
作為磨削液,應具有冷卻性、潤滑性、滲透和清洗及防銹能力:
作為電解液,應具有在砂輪表面適時地形成和維持適當厚度的非導體薄膜的能力,合理地控制電解速度,實現超微細粒度砂輪的良好修銳效果。
根據上述要求,以原有的HDMY-10型ELID磨削液做為參考,根據電化學理論,對HDMY-10型磨削液進行改進。
實驗表明,HDMY-10型磨削液能夠滿足一定的ELID磨削應用場合,但它的在線電解作用過強,使砂輪結合劑產生較強的陽極溶解去除作用,降低了砂輪壽命,這主要是由于這種磨削液生成的鈍化膜致密性不好,絕緣效果不佳造成的。
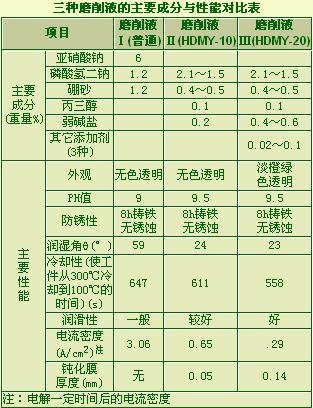
針對HDMY-10型磨削液的上述缺點,我們配制出新型的ELID磨削液HDMY-20型,并分別與HDMY-10型及普通型磨削液進行比較,如右表所示。
表中我們用潤濕角來評價磨削液的滲透和清洗能力,潤濕角越小,磨削液的滲透和清洗作用越強。潤濕角的測量采用簡單易行的固滴法,即用微量進樣器將已知體積(V)的一液滴置于固體表面,再用工具顯微鏡測出液滴最大截面直徑(2r),計算[V/(2r)3]值,以V對[V/(2r)3]作圖外推至體積為零,求出[V/(2r)3]V→0的值,然后查潤濕角與[V/(2r)3]V→0×102關系表,得到潤濕角q值。
磨削液冷卻性能是通過測量不同磨削液使同一試件從溫度300℃降到100℃所花費的時間來評定的。
2 磨削液定性特性及影響因素的分析
磨削液的定性特性:冷卻性、潤滑性、滲透和清洗及防銹性,是直接影響磨削液磨削性能的重要因素。
從表中可見三種磨削液中Ⅱ、Ⅲ均具有較小的潤濕角,因此它們的滲透、清洗能力較Ⅰ要強。其中新型磨削液Ⅲ最強,這是由于在Ⅲ中增加了表面活性劑和磷酸鹽等成分,其作用是有效地減小水基溶液的潤濕角,從而提高了磨削液的滲透和清洗能力。在冷卻性方面,Ⅲ型的潤濕角最小,所以它的冷卻性最好。另外,無機鹽對破壞工件表面的氣膜很有效,故能提高磨削液的冷卻性。新型磨削液Ⅲ中無機鹽的成分和含量比前二種都多,因此Ⅲ的冷卻性好。
在潤滑方面,由于在Ⅲ型磨削液中添加了少量水溶性潤滑添加劑,使磨削液的潤滑性得到較大的提高。雖然潤滑性的增加對潤濕性和冷卻性有一定的影響,但損失不大,加上磨削液Ⅲ的冷卻性和潤濕性本身就很好,所以沒有明顯變化。
在防銹方面,三種磨削液都能夠保證鑄鐵8h無銹蝕,但Ⅲ的防銹能力最強,這是由于磨削液Ⅲ中的添加劑防銹能力較Ⅰ、Ⅱ中的強的緣故。
在環保方面,由于取消了對人體有害的亞硝酸鈉等成分,使得磨削液Ⅱ、Ⅲ的毒性較Ⅰ大為減弱。加之磨削液Ⅲ中選用的弱堿鹽的堿性比Ⅱ中的還要小,因此磨削液Ⅲ的毒性最小。

不同磨削液電解電流變化特性曲線圖
3 磨削液導電性的影響因素及分析
由于三種磨削液的成分不同,電解生成的非導體薄膜的導電性、致密性、厚度有所不同,造成磨削液的電流密度和電解修整特性的差異,如下所示。
從圖中可看到,開始電解時,三種磨削液的電流密度都較大,隨著電解時間的增長,磨削液Ⅰ的電流密度不變,而磨削液Ⅱ、Ⅲ的電解電流明顯變小。因此可以得出結論:ELID磨削液Ⅱ、Ⅲ比普通磨削液電解量少,HDMY-20比HDMY-10的電解量還要少。這主要是因為電解過程中,不同成分的磨削液,生成了不同性能的非導體薄膜。普通磨削液Ⅰ幾乎無膜生成,因此電解電流很大,電解量最大:ELID磨削液Ⅲ形成的薄膜較Ⅱ的明顯要厚,致密性好,對電解過程的抑制能力較強,因此電解量最小,可以節省砂輪的損耗。電解時電流密度的變化曲線是衡量ELID磨削所使用磨削液和砂輪性能的主要指標,要求開始時電流密度大,在電解過程中產生鈍化膜使電解電流明顯減小,這樣既保證了砂輪的良好修銳,又節省了砂輪的損耗。
4 實際應用效果
采用上述新型磨削液Ⅲ,利用自行開發的ELID精密內孔鏡面磨削裝置對SiC陶瓷和高速鋼齒輪滾刀的內孔進行精密加工實驗,加工表面粗糙度可達到Ra0.19~0.023µm。
HDMY-20型ELID磨削液的磨削性能、電解修銳特性和防銹能力都優于HDMY-10型ELID磨削液:
在ELID磨削液中,堿性無機鹽與鉻酸鹽和鹵族離子的配比決定著ELID磨削液的電解修銳特性,按照一定的比例適當地調整它們之間的配比可以得到不同性能的ELID磨削液。








 豫公網安備41019702003646號
豫公網安備41019702003646號