

 手機資訊
手機資訊 官方微信
官方微信
湯小文1 ,黃本生1 ,楊眉1 ,王子瑜1
(1. 西南石油學院機械工程系,四川南充637001)
摘要:為了選擇更合適的鉆頭齒面強化材料,對多種粒度的球狀燒結碳化鎢和粒狀鑄造碳化鎢堆焊層分別作了磨料磨損試驗,以評價其抗磨性能。用Ni 基合金作釬料,在高真空度下將硬質合金顆粒焊至20Ni4Mo 表面。試驗采用多種沖擊能量,磨料介質為石英砂、水和少量懸浮劑,用天平稱出磨損失重。結果表明:球狀燒結碳化鎢或不同類型和粒度混合的碳化鎢堆焊層都比現行采用的粒狀鑄造碳化鎢具有更好的抗沖擊磨料磨損能力。用球狀燒結碳化鎢代替粒狀鑄造碳化鎢作鋼齒鉆頭齒面堆焊材料是提高齒面強化效果的有效途徑。
關健詞:鉆頭牙齒;材料;沖擊;磨損
中圖分類號:TE8211104 文獻標識碼:A
1 引 言
牙輪鉆頭齒面的井下工況極其惡劣,在高鉆壓下與堅硬的巖石之間產生壓碎、滑動剪切作用并伴有巨大的沖擊、以及含巖屑泥漿的強烈沖刷,一般的鋼鐵材料是不能勝任的。硬質合金具有相當高的硬度、良好的抗沖擊磨料磨損性能以及較高的熱穩定性,一直是牙輪鋼齒鉆頭的齒面強化材料。
目前生產上所用的齒面堆焊合金主要是粒度為3040 目的鑄造粒狀碳化鎢。從牙輪鉆頭制造技術的發展趨勢來看,隨著鉆頭各方面性能不斷提高,尤其是軸承系統的改進和完善,使鉆井工藝向提高鉆壓,增加轉速,以提高鉆井效率的方向發展成為可能,相比之下鉆頭齒面抗磨能力不足成了制約鉆頭使用效率和壽命提高的關鍵,由此看來對現行采用的齒面強化材料進行改進,以增強抗磨性能顯得尤為重要。本文中我們將適合于鉆頭齒面堆焊的各種型號和粒度的碳化鎢合金作了多種沖擊能量下的磨料磨損試驗,以比較其抗磨能力,為齒面堆焊材料的改進提供必要的試驗數據。
2 試驗材料
根據充分地調研和技術分析,我們認為現在所用的粒狀鑄造碳化鎢有三個方面的不足之處:首先從碳化鎢合金類型上考慮,鑄造碳化鎢雖然硬度很高,但脆性大,抗沖擊能力差,加之鑄造過程中不可避免的缺陷如彌散氣孔、顯微縮松、裂紋等都會使碳化鎢的性能受影響;其次從碳化鎢的形狀看,粒狀碳化鎢的尖角在裸露出堆焊層基體表面時極易因沖擊而碎斷,造成先期磨損;另外從碳化鎢顆粒的粒度來講,它對耐磨性有明顯的影響,適合于焊接工藝的碳化鎢粒度范圍從10~60 目不等,完全可以從中選出比較理想的粒度搭配,而目前所用的30~40 目的粒度范圍較窄,是否具有最佳的抗磨效果也需要試驗驗證。
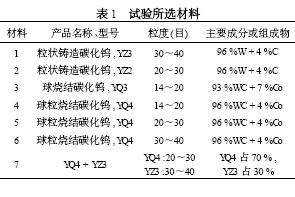
本試驗中所選碳化鎢合金均來自自貢硬質合金廠,其材料編號、產品名稱、型號、粒度及主要成分或組成物如表1。
3 磨損試驗
3. 1 試樣備制
試樣基體材料為鉆頭牙輪用鋼20Ni4Mo ,加工成20 mm ×10 mm ×10 mmm 長方塊,分別將上表中列出的各種型號和粒度的碳化鎢顆粒與水玻璃和自熔性合金粉均勻粘附在鋼體的一端,烘干后放入真空爐中加熱焊接,焊層厚度在2mm 左右。在硬質合金堆焊層中,作胎體金屬的自熔性合金一般用Co 基、Ni基、Fe 基或Cu 基合金[1 ] ,考慮到Co 基合金價格較貴,約為Ni 基合金的3 倍,而Cu 基合金硬度偏低,對焊層耐磨性影響較大,Fe 基合金雖然價格最低,但根據我們試驗結果,焊層有明顯的開裂傾向,所以決定選用Ni 基合金,其主要成分為Cr (14~18) % +B(3~4. 5) % + Si (3. 5~5. 5) % + Fe ≤5 % + Ni 余量,熔點為970 + 1 040 ℃。碳化鎢與Ni 基合金的比例為60∶40 ,選擇這樣的比例主要根據是在管裝鑄造碳化鎢焊條中碳化鎢約占60 % ,在對進口的銑齒鉆頭解剖后發現其中耐磨硬質點的比例也在60 %左右。為了排除氧- 乙炔氣焊時容易出現的氣孔、夾渣等焊接缺陷對試驗的影響,我們采用了真空擴散釬焊,焊接工藝參數為:真空度133. 33 ×10 - 3 Pa ;加熱溫度稍高于Ni 基合金的液相線溫度, 約為1 060 ℃;保溫時間15 min。
3. 2 試驗方法與結果
試驗在MLD —10 動載磨料磨損試驗機上進行,如圖1 所示。
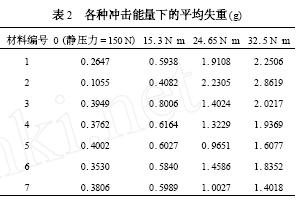
對磨環為45 鋼表面淬火,其外徑φ = 50 mm ,轉速120 r/ min ,環的大半浸在磨料中;磨料介質組成物為20 %石英砂( 60 目) + 80 %水+ 少量懸浮劑(CMC) ;沖擊能量為零(靜磨損) 、15. 3 N·m、24. 65 N·m、32. 5 N·m 等幾種;沖擊頻率均為65 次/ min。每種材料在各種不同的沖擊能量下各作3 只試樣,每只試樣先預磨10 min 后在1 9 天平上稱出起始重量,然后每磨0. 5 h 后稱重一次,共3 次。試驗結果如表2。
4 試驗分析
4. 1 鑄造碳化鎢和燒結碳化鎢的耐磨性
從試驗結果中可以看出,鑄造和燒結兩種類型的碳化鎢最明顯的差異在于:在靜磨損和沖擊能量值較小時,鑄造碳化鎢表現出很高的抗磨能力,而隨著沖擊能量的增加,鑄造碳化鎢的抗磨能力相對于燒結碳化鎢越來越低。這個問題首先從成分上看,鑄造碳化鎢主要是由WC +W2C 碳化物共晶組成[2 ] ,其結晶溫度在所有碳化鎢合金中最低,組織細、硬度高,具有很高的抗靜磨損能力,而燒結碳化鎢是由WC 加Co 作粘結金屬燒結而成,其硬度決定于其中Co 的含量,含Co 量越低,硬度越高。隨著沖擊能量的提高,鑄造碳化鎢脆性大,抗沖擊能力差的特點明顯反映出來,加之鑄造缺陷的影響,抗磨性能大大降低。而燒結碳化鎢則因其良好的韌性,加之球狀外形的抗沖擊能力較強,其耐沖擊磨料磨損能力相對于鑄造碳化鎢大大提高。對兩種球狀碳化鎢來說,含Co 量低的YQ4 基本上在各種沖擊能量條件下的耐磨性均超過YQ3。在靜磨損情況下,無疑燒結碳化鎢的硬度對耐磨性起著決定性的影響,含Co 量較低的YQ4 耐磨性超過YQ3 應在情理之中;而在沖擊磨損條件下,可以解釋為焊層中相對較軟的Ni 基合金和鋼基體承擔了對沖擊能量的吸收作用,焊層的抗磨能力實際上也主要決定于球狀燒結碳化鎢的硬度,而與其韌性關系不大。
4. 2 碳化鎢粒度對耐磨性的影響
從試驗所選的兩種粒度的鑄造碳化鎢來看,在靜磨損和小沖擊能量條件下,粗粒度的碳化鎢耐磨性稍高于細粒度碳化鎢,但是在較大的沖擊能量下,粗顆粒的鑄造碳化鎢抗磨能力較細顆粒有所降低,其原因可能是粗大顆粒碳化鎢包含的鑄造缺陷更多一些;另外大顆粒碳化鎢的尖角更容易引起應力集中,在沖擊載荷作用下發生崩碎,導致先期破壞。但是對三種粒度的球狀燒結碳化鎢YQ4 來講,在靜磨損和小能量條件下,粒度對耐磨性沒有明顯影響,而在大沖擊能量下,中等粒度的20~30 目碳化鎢球粒具有更佳的耐磨性,其原因尚不明了。值得注意的是在7 號試樣中,我們采用了混合類型和粒度的碳化鎢,除靜磨損外,在各種沖擊能量下均顯示出較高的抗磨能力。在混合類型的碳化鎢焊層中,對沖擊的抵抗作用主要由粒度較大的球狀燒結碳化鎢來承擔,而粒度較小的鑄造碳化鎢則充分發揮了其抵抗磨料介質切割、刮削的作用,另外從粒度搭配上講細小的鑄造碳化鎢顆粒填補了較大的球狀燒結碳化鎢的空隙,耐磨質點的分布更加均勻、合理。
5 結 論
(1) 從不同類型的碳化鎢合金來看,在靜磨損條件下粒狀鑄造碳化鎢具有很高的耐磨性;而球狀燒結碳化鎢則具有更好的抗沖擊磨料磨損能力。
(2) 將不同類型和粒度的碳化鎢按適當比例搭配后顯示出很高的抗沖擊磨料磨損性能,在這方面仍有探討的余地。
參考文獻:
[1 ] 陳獻廷. 硬質合金使用手冊[M] . 北京:冶金工業出版社. 1986. 53~55
[2 ] 中國機械工程學會焊接學會. 焊接手冊(2)[M] . 北京:機械工業出版社,1992. 644~646








 豫公網安備41019702003646號
豫公網安備41019702003646號