

 手機資訊
手機資訊 官方微信
官方微信
雷亞民 王亨瑞 玄真武
北京天地東方超硬材料股份有限公司
【摘要】CVD金剛石具有諸多優異性能和特點,在廣泛的應用前景。而加工技術是伴隨沉積技術的發展而發展起來的。金剛石膜加工技術主要包括切割、成型,研磨拋光和釬焊技術。本文介紹了近年來CVD金剛石加工技術的主要進展,以及有關應用。
1 激光加工技術
激光加工技術是通過激光束對金剛石進行切割、雕刻、打孑L、平面化等,以改變其幾何尺寸為主要目的。工作原理如下:
激光束經過透鏡組聚焦于金剛石表面附近,功率密度可以達到108W/cm ,經金剛石吸收而產生高溫。高溫下金剛石直接轉變為石墨蒸發并且發生濺射,或者氧化。通常使用的是脈沖激光,移動金剛石片,則很多小孔連接而將金剛石切割。
切割時激光束質量對加工質量和精度有較大影響。
1.1 切割技術
激光切割主要是指激光束對CVD金剛石進行二維加工的方式。通常激光由YAG激光器產生,波長為1.06)xm。當然也有用波長更短的激光進行加工,如準分子激光器等? J。激光切割的質量主要由切割深度,切割寬度,切割面坡度,切割速度和切割的光滑程度度來表征。激光切割機裝置原理如下圖所示:
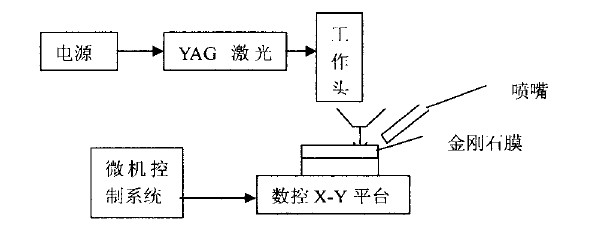
圖1 激光切割機工作原理
激光光束的質量,脈沖頻率以及平均功率等對切割質量有較大影響。通常激光切割機的輸出功率為30—100W,脈沖重復頻率為3O一100Hz,(也有采取調Q方式提高頻率達到幾千Hz),脈沖寬度為100~s。對于不同應用,采用相應的參數。例如降低燒蝕程度,可采用更小的脈沖寬度,提高切割面光滑度,可提高脈沖頻率等。
1.2 國內外技術進展
1.2.1 國內自1997年開發出YAG金剛石切割機。進過十多年的改良和完善,現在已經能夠用于生產。生產超硬材料切割設備的主要廠家有三和佳明,希波爾等。產品針對PCD、PCBN和CVDD等材料而設計,切割質量比過去5年有了較大進步,主要體現在激光光束質量,重復頻率,工作穩定性等方面的提高。圖2為國產激光切
割機。其中三和佳明的HQ103激光切割機主要技術指標如下(W~arW.bjshjm.COB.cn):
1)激光器輸出功率25~50W ;
2)重復頻率8O一100Hz;
3)激光脈沖寬度~100~xs;
4)光束質量m :2~3(~TEM00);
5)切縫60 ~ 8O m,切縫光滑,切縫錐度小;
6)切割重復精度達到0.05mm。
1.2.2 國外在激光加工技術方面具有較大優勢。2009年比利時Bettonville公司發布了最新一款激光加工設備UhraShape II(用于工業金剛石切割)IS],2004年UhraShape 5x(工業金剛石切割)。其中UhraShape II的主要特點如下:
UhraShape II Laser System
激光光源:高功率,波長為1064nm 或532nm,采用惰性氣體燈或激光二極管泵浦(根據需要)。
X—Y—z高精度磁性工作臺
可進行3D加工,如棱錐體,對頂砧等(須用機器人手臂系統)。加工側壁垂直于基面,無激光束發散性影響。
切割面光滑
切割精度高,可為后續加工提供201xm余量。
圖3為激光切割系統外觀。圖4為切割完成的樣品【3】
圖3 UhraShape II激光切割系統
1.3 加工技術的改進可提高產品性能,擴大應用領域
1.3.1 以往的金剛石車刀正刀面為拋光的平面,在切削硬度較小的金屬材料時會產生很長的螺旋形切屑,直接影響了正常切削過程。BECKER公司[Ⅵ .beckerdiamant.de]研制了新的超硬材料刀具,在正刀面加工出斷削槽,使得切削工作更加順利。圖5為帶有斷屑槽的切削刀具。刀頭表面的立體圖案是用激光3D加工技術制備的。

圖4 切割的樣品。圖中為切割完成的金剛石

圖5 帶有斷屑槽的PCD和CVD金剛石刀具、
1.3.2 精密激光加工
采用更高頻率的激光,可以進行微米級加工。牛津激光有限公司和牛津大學Clarendon實驗室的研究人員采用銅蒸汽激光器(波長511—578nm,脈沖寬度20ns,脈沖頻率10 kHz,功率密度60 Gw/cm2 ) 【4】。
2 拋光技術
經過多年的發展,國內外開展了多種拋光技術。除了采用機械拋光方式,還有機械一化學法,熱化學拋光、激光拋光法、等離子體法等 。對于不同的應用,所采用的方法也不同,目前最常用的仍然是機械方法。

圖6 激光微加工的SEM 照片。若采用精密X—Y—Z平臺,還可進行3D加工
2.1 機械拋光技術
機械拋光技術包括兩種,一種采用固著磨料方式,既金剛石砂輪高速拋光方法。另一種磨料為游離于拋光盤,拋光盤的轉速低。【6.7】
國內實用化的拋光技術為機械高速拋光法。其裝置原理圖如下:

圖7 機械式高速拋光裝置原理圖
由于砂輪轉速為1000—2000轉/分,在工作中摩擦產生的熱量使得樣品和砂輪溫度升高,因此砂輪冷卻是必要的。
另一種方法是采用經典的低速拋光技術。金剛石磨料可游離于拋光盤。該技術拋光盤的轉速較低,拋光速度較慢。但有點在于能夠大面積拋光,并且振動小,對樣品的破壞性也小。
Logictech公司開發了一款大面積金剛石膜拋光裝置(實驗室用)。就是采用低速拋光方法,如圖8所示。
主要技術指標如下:
最終厚度:<200~m
平面度:4 m一100mm范圍內
平衡度:2—3 m
粗糙度(Ra):Sub 20nm
加工時間:8小時lOOnm (打磨)
(approximate)24小時20nm (拋光)

2.2 熱化學拋光
所謂熱化學方式就是在氫氣或保護性氣氛下,將金剛石與加熱的鐵盤進行接觸并有相對運動,使得金剛石中的碳原子擴散到鐵盤內,達到去除金剛石的目的。這種方法的拋光效率高于機械式拋光,因此國內外研究人員研究的較多。但由于要長時間處在高溫下,對金剛石的性能有一定的影響。目前未見到實用化報道。
另外,還有激光拋光,機械一化學,等離子體,超聲波等技術,在此不一一列舉。
3 焊接技術
CVD金剛石與其他材料焊接通常采用銀銅鈦焊料 。一般是在高真空條件下將焊料和基體加熱到焊料的熔點以上。焊料成分通常為銀銅鈦合金,也有采用含有鎳、鉻等元素。另一種方式是采用銀銅焊片+鈦箔。焊接效果相差不多,一般剪切強度在20MPa左右,已經能夠滿足實際需要。但前者對生產來說更加方便實用。
4 總結
總體來看,國內外CVD金剛石加工技術都在不斷取得進步,尤其是激光加工技術取得的進步推進了CVD金剛石應用。但是在拋光和焊接方面,似乎進展不大,至少在最近的文獻搜索中未見到。
加工技術的進步對促進CVD金剛石的應用是顯而易見的,但是需要各專業技術的結合。在此希望國內有關技術研究單位能夠通過各種形式的技術合作,加快我國在加工方面的技術水平。
參考文獻
[1]Nadeem H.Rizvi,RIKEN Review,No.50,Jan.2003,107
[2]林嘉文,“準分子鐳射運用于多晶鉆石膜平坦化之理論建立及實驗驗證”,成功大學碩士論文,2004年7月
[3]Report by K.Jedraszak,INDUSTRIAL DIAMOND REVIEW 1/09,p18
[4] www.oxfordlasers.con
[5]A.P.Malshe水,B.S.Park,W.D.Brown,H.A.Naseem.Diamond and Related Materials 8(1999)1198—1213
[6]袁慧,陳春林,王成勇.機械法拋光加工金剛石膜研究,超硬材料工程,2007,19(1):5—9
[7]郭世斌,曲楊,呂反修等,功能材料,2007,38(7):1173一l175
[8]王華林,“CVD金剛石厚膜焊接特性研究”,吉林大學碩士學位論文,2006








 豫公網安備41019702003646號
豫公網安備41019702003646號