摘要 申請號:201710246389.1申請人:肖功豪發明人:肖功豪摘要:本發明公開了一種新式地質鉆頭的制備方法,其包括以下工藝步驟:a、制備金屬管體;b、制備鉆削刀頭;c、金屬管體與...
申請號:201710246389.1
申請人:肖功豪
發明人:肖功豪
摘要: 本發明公開了一種新式
地質鉆頭的制備方法,其包括以下工藝步驟:a、制備金屬管體;b、制備鉆削刀頭;c、金屬管體與鉆削刀頭裝配;d、插裝黃銅片并涂覆焊料;e、高頻焊接;f、冷卻。通過上述工藝步驟設計,該制備方法能夠有效地生產制備地質鉆頭,工藝簡單、制備加工成本低,且所制備而成的地質鉆頭具有穩定可靠性好、使用壽命長的優點。
主權利要求:1.一種新式地質鉆頭的制備方法,其特征在于,包括有以下工藝步驟,具體的:a、制備金屬管體(1):按照設計尺寸選取并裁切金屬管體(1),設計尺寸包括有管體中心孔(11)的直徑值、金屬管體(1)的外徑值、金屬管體(1)的高度值,而后將裁切的金屬管體(1)放置于車床并于金屬管體(1)下端部的外圓周車削外螺紋連接部(12);待外螺紋連接部(12)車削完畢后,將金屬管體(1)放置于數控車床并通過數控車床于金屬管體(1)的上端邊緣部加工出刀頭安裝槽(13),金屬管體(1)上端邊緣部的刀頭安裝槽(13)的數量根據設計設定且所有刀頭安裝槽(13)呈圓周環狀均勻間隔分布,各刀頭安裝槽(13)分別沿著金屬管體(1)的直徑方向完全貫穿且分別朝上開口,相鄰的兩個刀頭安裝槽(13)之間形成刀頭卡持定位塊(14);b、制備鉆削刀頭(2):準確稱取鐵粉、銅粉、鈷粉、鎢粉、鎳粉、錫粉、
金剛石粉,而后將稱取好的鐵粉、銅粉、鈷粉、鎢粉、鎳粉、錫粉、金剛石粉置于球磨機中進行研磨混合以獲得刀頭粉料;待刀頭粉料制備完成后,通過粉末冶金成型方式加工鉆削刀頭(2),鉆削刀頭(2)呈圓弧彎曲形狀,鉆削刀頭(2)的左端豎向邊緣部開設有上下完全貫穿且朝左側開口的左端豎向卡持槽(21),鉆削刀頭(2)的右端豎向邊緣部開設有上下完全貫穿且朝右側開口的右端豎向卡持槽(22);其中,刀頭粉料中鐵粉、銅粉、鈷粉、鎢粉、鎳粉、錫粉、金剛石粉七種物料的重量份依次為:鐵粉10%-40%銅粉10%-30%鈷粉10%-30%鎢粉10%-30%鎳粉5%-20%錫粉3%-15%金剛石粉20%-50%;c、金屬管體(1)與鉆削刀頭(2)裝配:將鉆削刀頭(2)嵌裝于金屬管體(1)的刀頭安裝槽(13)內,每一個刀頭安裝槽(13)內嵌裝一個鉆削刀頭(2),各鉆削刀頭(2)的內側圓弧面的直徑值比管體中心孔(11)的直徑值小3mm-6mm,各鉆削刀頭(2)的外側圓弧面的直徑值比金屬管體(1)的外徑值大3mm-6mm,,各鉆削刀頭(2)的下端部分別搭放于相應刀頭安裝槽(13)的底面,各鉆削刀頭(2)的上端部分別延伸至金屬管體(1)上端邊緣的上端側且所有鉆削刀頭(2)的上端面水平平齊,各刀頭卡持定位塊(14)的左端豎向邊緣部分別嵌卡于相應側的鉆削刀頭(2)的右側豎向卡持槽內,各刀頭卡持定位塊(14)的右端豎向邊緣部分別嵌卡于相應側的鉆削刀頭(2)的左側豎向卡持槽內;d、插裝黃銅片并涂覆焊料:各鉆削刀頭(2)與金屬管體(1)之間的間隙內插入黃銅片,而后于鉆削刀頭(2)與金屬管體(1)的接縫處涂覆焊料;e、高頻焊接:將裝配完畢且涂覆有焊料的地質鉆頭裝配件放置于高頻焊機內,啟動高頻焊機并完成各鉆削刀頭(2)與金屬管體(1)高頻焊接,高頻焊接的時間為3分鐘-15分鐘,高頻焊接的溫度為700攝氏度-900攝氏度;、f、冷卻:待高頻焊機焊接完畢后,將地質鉆頭移出高頻焊機,且地質鉆頭于自然環境下冷卻。
2.根據權利要求1所述的一種新式地質鉆頭的制備方法,其特征在于:所述金屬管體(1)為鋼質管體或者鐵質管體。
3.根據權利要求1所述的一種新式地質鉆頭的制備方法,其特征在于:所述刀頭粉料中鐵粉、銅粉、鈷粉、鎢粉、鎳粉、錫粉、金剛石粉七種物料的重量份依次為:鐵粉 10%-20%銅粉 10%-20%鈷粉 10%-20%鎢粉 10%-20%鎳粉 5%-10%錫粉 3%-10%金剛石粉 30%-50%。
4.根據權利要求3所述的一種新式地質鉆頭的制備方法,其特征在于:所述刀頭粉料中鐵粉、銅粉、鈷粉、鎢粉、鎳粉、錫粉、金剛石粉七種物料的重量份依次為:鐵粉 15%銅粉 15%鈷粉 15%鎢粉 15%鎳粉 5%錫粉 5%金剛石粉 30%。
① 凡本網注明"來源:超硬材料網"的所有作品,均為河南遠發信息技術有限公司合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明"來源:超硬材料網"。違反上述聲明者,本網將追究其相關法律責任。
② 凡本網注明"來源:XXX(非超硬材料網)"的作品,均轉載自其它媒體,轉載目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責。
③ 如因作品內容、版權和其它問題需要同本網聯系的,請在30日內進行。
※ 聯系電話:0371-67667020


 手機資訊
手機資訊 官方微信
官方微信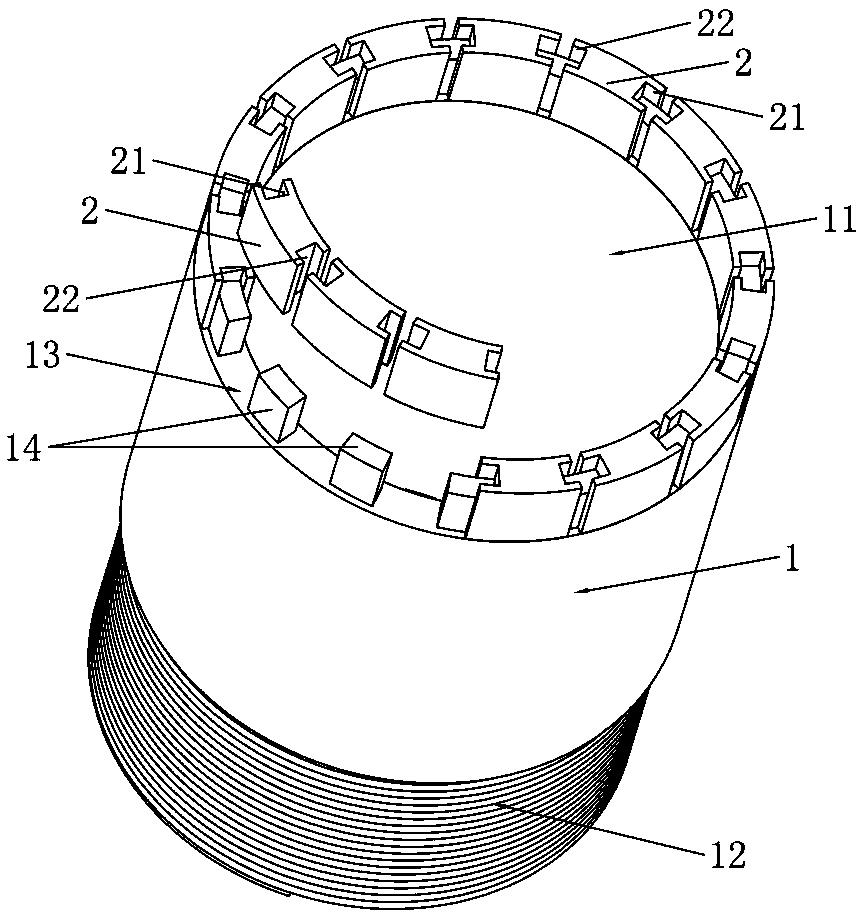








 豫公網安備41019702003646號
豫公網安備41019702003646號