

 手機資訊
手機資訊 官方微信
官方微信

原中國機床工具工業(yè)協(xié)會工具分會理事長、技術(shù)委員會委員、教授級高工趙炳楨先生
一、切削加工技術(shù)發(fā)展的趨勢及對經(jīng)銷商的影響
1.切削加工技術(shù)進入了“高速高效”的發(fā)展新階段
出現(xiàn)了新的切削工藝如高速切削、高效切削、硬切削、干式切削等以及新的加工方法如插銑、高速螺紋銑等;創(chuàng)新開發(fā)了很多先進刀具和工具系統(tǒng);切削專業(yè)的內(nèi)涵和行業(yè)的發(fā)展機制都有重大的進展;切削加工效率成倍提高;對制造業(yè)的發(fā)展和技術(shù)進步發(fā)揮了重要作用。
2.刀具產(chǎn)品的創(chuàng)新的速度大加快,刀具的產(chǎn)品結(jié)構(gòu)全面更新
硬質(zhì)合金成為主要刀具材料;超硬刀具性能提高應(yīng)用領(lǐng)域擴大;可轉(zhuǎn)位刀具比例增加;整體硬質(zhì)合金刀具實用化。
3. 涂層技術(shù)快速發(fā)展,涂層刀具比例增加
效果顯著--可成倍地提高刀具壽命或切削效率,影響面廣;適應(yīng)性好--可根據(jù)加工對象和使用要求開發(fā)相應(yīng)的牌號;開發(fā)速度快--新牌號的開發(fā)可通過控制工藝因素實現(xiàn);功能多--有耐磨的、耐熱的、潤滑的等不同涂層;涂層已成為快速提高刀具切削性能的最有效途徑,被稱為提高刀具性能的“興奮劑”,具有很好的發(fā)展前景和應(yīng)用價值。
4.刀具應(yīng)用技術(shù)成為切削加工技術(shù)新的核心技術(shù)
刀柄與刀具裝夾技術(shù);切削加工的數(shù)據(jù)庫技術(shù);刀具管理技術(shù);高速旋轉(zhuǎn)刀具的動平衡技術(shù)安全技術(shù);銑刀的走刀路線技術(shù);(還會增加新的內(nèi)容)
5.刀具行業(yè)成功探索了轉(zhuǎn)型的道路
創(chuàng)新了“面向制造業(yè),面向用戶”的經(jīng)營理念;由傳統(tǒng)的刀具制造商銷售商轉(zhuǎn)變?yōu)榍邢骷庸ぜ夹g(shù)的專業(yè)供應(yīng)商和服務(wù)商;成為用戶企業(yè)開發(fā)新產(chǎn)品、應(yīng)用新工藝的技術(shù)支撐,必須依靠的技術(shù)力量,形成了緊密的合作關(guān)系;新的經(jīng)營機制推動了切削技術(shù)的快速發(fā)展。
6.對刀具經(jīng)銷商的影響與要求
要樹立新的服務(wù)理念,由單純的商業(yè)服務(wù)向切削加工技術(shù)“服務(wù)”轉(zhuǎn)型;要成為刀具企業(yè)與用戶企業(yè)之間溝通的橋梁,服務(wù)的前哨,信息的源泉,長期的合作伙伴;要構(gòu)筑新的競爭優(yōu)勢,由價格競爭轉(zhuǎn)變?yōu)榉?wù)能力的競爭;要了解切削加工技術(shù)的基礎(chǔ)知識,并不斷提高。
先進切削技術(shù)應(yīng)用的實例

1.開發(fā)高速切削(HSC)新工藝
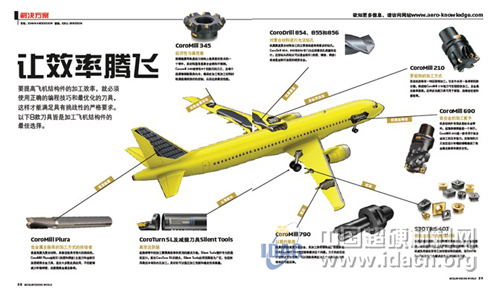
2.在航空工業(yè)的應(yīng)用

3.在汽車工業(yè)的應(yīng)用

4.在模具工業(yè)的應(yīng)用

5.在高鐵行業(yè)的應(yīng)用
二、PCBN刀具的特點及其應(yīng)用領(lǐng)域
1. PCBN刀具的特點
優(yōu)點:
硬度高 耐磨性好;
耐熱性好
在高溫下:硬度高,化學(xué)穩(wěn)定性好,抗氧化能力高,適合高速或高效切削;
導(dǎo)熱系數(shù)高 有利于切削熱的導(dǎo)出,降低切削溫度;
摩擦系數(shù)低 降低切削溫度,減少刀具磨損,提高加工質(zhì)量。
缺點:強度低,沖擊韌性差。
2. PCBN刀具的應(yīng)用領(lǐng)域
根據(jù)其性能的特點,PCBN刀具適合加工淬硬的零件,有獨特的優(yōu)勢。開發(fā)了以車代磨、以銑代磨(拋)、干式切削新工藝;主要用于精加工、半精加工工序;在加工某些材料上已出現(xiàn)可用于粗加工、斷續(xù)切削的牌號。近年來,已在制造業(yè)的眾多工業(yè)部門得到應(yīng)用,發(fā)揮了獨特的效果。其主要的應(yīng)用領(lǐng)域有:
在汽車工業(yè)
剎車片、剎車鼓;發(fā)動機汽缸體:銑平面、鏜缸孔、閥門座圈;淬硬齒輪;等速萬向節(jié)淬硬滾道的銑削;
在模具工業(yè):淬硬模具的銑削;汽車覆蓋件大型模具的無接刀痕精銑
重型機械行業(yè):高硬鑄鐵軋輥的加工;礦山機械耐磨零件的加工;大型軸承的加工;大型淬硬齒輪的刮削加工
航空航天工業(yè)、能源工業(yè):難加工材料的加工
粉末冶金行業(yè):燒結(jié)零件的加工

PCBN刀具加工灰鑄鐵剎車盤
與陶瓷刀具相比,CBN刀具的耐用度更長、切削速度更高、節(jié)拍時間更短;陶瓷刀具的切削速度為1200m/min,而CBN刀具為4000m/min,陶瓷刀具的耐用度為150件,而CBN為1500件。
PCBN刀具用于發(fā)動機缸體生產(chǎn)線

精鏜發(fā)動機缸孔
硬切削在汽車工業(yè)中的應(yīng)用

PCBN刀具的進展
第一、性能改善,品種增多,應(yīng)用范圍擴大;


富耐克公司FBS超強焊接PCBN刀具系列牌號

富耐克公司的PCBN刀片
第二、PCBN可用于粗加工

加工淬硬高鉻鋼軋輥 Φ760mm L1700mm 56~60HRC整體式CBN刀片,含82vol%CBN/陶瓷,顆粒度15μm

加工粉碎機輥筒Φ1700mm ,淬硬含鎳鑄鐵60HRC 零件表面不規(guī)則有夾砂
3.經(jīng)銷PCBN刀具的有利之點與不利之處
有利之點:PCBN刀具的市場還有很大的開拓空間,基數(shù)較低;隨著制造業(yè)轉(zhuǎn)型和新工藝的推廣,需求會加大;富耐克的PCBN刀具的性能有突破,應(yīng)用面大。
不利之處:多數(shù)用戶對PCBN刀具認知度低,了解少;用戶對國產(chǎn)刀具質(zhì)量可信度低;用戶對刀具價格高低的評價方法不科學(xué),偏面地認為PCBN刀具價格高會增加加工成本。
措施建議:
加大宣傳和推廣的力度,尤其是富耐克刀具的性能,增加對國產(chǎn)PCBN刀具的認同度;通過經(jīng)銷工作,提高用戶對刀具價格與加工成本的理解;并堅持做好用戶的服務(wù)工作。

一般認為:刀具只占加工成本的4%,因此,可以算出:如果把刀具的采購價格降低30%,能節(jié)約的加工成本約1%;如果采購了性能更好的刀具,但在使用時不提高切削參數(shù),從而使刀具壽命延長50%,也只能節(jié)約約1%的零件制造成本。但是如果在購買好刀以后,提高切削參數(shù)20%,卻可因加工效率的提高,使工序的加工費用降低15%,給企業(yè)帶來可觀的利潤。
這個模型的價值:改變了刀具用戶的傳統(tǒng)觀念;改變了刀具制造商的經(jīng)營理念;山特維克可樂滿認為:提高切削效率20%,美國每年能節(jié)約150億美元的加工費用;如果我國的切削加工效率能提高20%,每年能為我國節(jié)約800億人民幣的加工費用,這是屬于廣大刀具用戶的財富。
要讓用戶了解用PCBN刀具帶來的效益

PCBN刀具降低加工成本的例子
HORN公司開發(fā)的加工汽車等速萬向節(jié)內(nèi)球道的PCBN銑刀,用PCBN硬銑工藝代替磨削工藝,每班可加工600~800件球籠,刀具壽命可達2~3個班,并顯著降低了加工的成本。
三、切削加工技術(shù)的基礎(chǔ)知識
1. 切削加工技術(shù)的8個要素


切削產(chǎn)生的力和熱與刀具的磨損(失效)

切削中的力和熱對刀具磨損的影響——刀具磨損的主要成因
2. 認識工件材料的特性(可加工性)
工件材料的特點:
1.工件材料是選擇刀具和切削參數(shù)的主要依據(jù),了解它對于正確選擇刀具和切削參數(shù)關(guān)系重大;
2.工件材料品種繁多,用途不同,性能千差萬別,在切削過程中的表現(xiàn)和產(chǎn)生的影響也大相徑庭,有的很好切,有的卻很難切;
3.在切削技術(shù)領(lǐng)域用工件材料的“可加工性”表示材料可切削的難易程度;
4.了解影響材料可加工性的因素是掌握切削技術(shù)的關(guān)鍵。

材料可加工性的相對指數(shù)


造成工件材料可加工性千差萬別的內(nèi)在原因
機械性能:強度、硬度、加工硬化;物理性能:導(dǎo)熱系數(shù)、楊氏模量;化學(xué)成分:碳、合金元素、易切削元素;金相組織:熱處理后的金相組織;
3. 刀具材料

各種刀具材料的主要應(yīng)用領(lǐng)域(一)
高速鋼: 分低合金高速鋼、普通高速鋼、高性能高速鋼(HSS-E)、粉末高速鋼(PMHSS)制作鉆頭、立銑刀、絲錐等通用刀具,在低速下使用;制作齒輪刀具、拉刀等精密復(fù)雜刀具的主要材料;高性能高速鋼可用于難加工材料的加工。
硬質(zhì)合金:是目前應(yīng)用最廣的刀具材料。分P、K、M、N、S、H六大類;每一類對應(yīng)不同的加工材料,有眾多的牌號。用于制作車刀、銑刀、鉆頭等可轉(zhuǎn)位刀片;細顆粒硬質(zhì)合金用于制作高性能整體硬質(zhì)合金刀具。
金屬陶瓷:又稱碳氮化鈦基硬質(zhì)合金,分TiC基、TiN基、TiCN基金屬陶瓷,還因粘結(jié)劑的不同有各種牌號和性能。用在精加工、半精加工領(lǐng)域代替硬質(zhì)合金刀具,可采用更高的切削速度。
陶 瓷:分Al2O3純陶瓷、混合陶瓷、Si3N4陶瓷。高效加工鑄鐵和淬硬鋼;精加工、半精加工代替硬質(zhì)合金;氮化硅陶瓷加工高溫合金。
立方氮化硼:因立方氮化硼濃度和粒度的不同有不同韌性和硬度的牌號,應(yīng)用于各種不同的場合。加工淬硬鋼;高速加工鑄鐵和高硬鑄鐵;用于硬切削和干切削。
聚晶金剛石:加工有色金屬;加工非金屬材料;加工合成材料。
刀具材料ISO類別及牌號的選擇:

根據(jù)工件材料類別選擇對應(yīng)的刀具材料類別

根據(jù)加工工序類型、毛坯狀況、系統(tǒng)剛性在刀具材料類別里選擇刀具材料的小類及相應(yīng)的槽型
4. 刀具涂層提供的改性作用

涂層對刀具材料的改性作用

涂層的類型—物理氣相沉積(PVD)與化學(xué)氣相沉積(CVD)比較


典型的化學(xué)涂層(CVD)

各種物理涂層(PVD)涂層牌號
5.刀具的主要幾何參數(shù)

6.切削參數(shù)
切削參數(shù)包括:切削速度vc、進給量 f 和切削深度(背吃刀量)ap。
切削參數(shù)的設(shè)定關(guān)系到:
1. 金屬切除率的大小(Q= vc×f×ap)即加工的效率和加工的成本;
2. 作用在刀具上載荷(熱和力)的大小即刀具磨損、失效的快慢和原因:
3. 加工質(zhì)量的好壞。
歸納:處理刀具問題的思路
1.確定工件材料的類別、狀態(tài);2.列出材料性能的特點及其對刀具磨損的影響;3.抓住可加工性的主要因素及刀具失效的主要原因;4.觀察刀具失效的模式,判斷切削熱和力的作用;5.對策:一方面,從幾何角度、切削參數(shù)來降低熱和力。另一方面,從刀具材料、涂層、幾何角度來提高刀具對熱和力的承載能力。









 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號