

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信
摘要:采用銅粉、還原鐵粉、鑄鐵粉并輔以改善鐵粉和鑄鐵粉末冶金性能的金屬添加劑作配方,燒制出適合現(xiàn)有生產(chǎn)條件的ELID磨削用砂輪磨塊。性能檢驗(yàn)表明該配方滿足了ELID磨削要求。
ELID磨削獨(dú)特的加工方式和加工環(huán)境,對(duì)砂輪提出如下要求:(1)金屬結(jié)合劑對(duì)超硬磨料的把持強(qiáng)度要大,防止在磨削受力過(guò)程中磨料從結(jié)合劑上脫落;(2)為了提高磨削效率,要求燒結(jié)砂輪時(shí),結(jié)合劑中各種成分的配比合理,保證在ELID磨削過(guò)程中,電解均勻,參加磨削的磨粒數(shù)量多而穩(wěn)定;(3)為了保證磨削質(zhì)量,ELID磨削中對(duì)砂輪表面電解鈍化膜的形成速度、成膜質(zhì)量有較高要求,電解膜的厚度要厚,質(zhì)地要堅(jiān)實(shí)不易脫落。
根據(jù)上述要求,鐵或鑄鐵做為ELID磨削用砂輪結(jié)合劑是最合理的。但由于鐵的熔點(diǎn)高,造成結(jié)合劑與金剛石或CBN磨料的燒結(jié)溫度高,因而帶來(lái)一系列間題:使用設(shè)備的要求高,高溫?zé)Y(jié)中防止金剛石磨料石墨化和氧化的保護(hù)工藝復(fù)雜、昂貴,而國(guó)內(nèi)廠家現(xiàn)有的設(shè)備工藝水平達(dá)不到要求。如何在保證ELID磨削使用要求的前提下,根據(jù)國(guó)內(nèi)廠家現(xiàn)有設(shè)備工藝水平制造出金屬結(jié)合劑砂輪,是本文研究的內(nèi)容,也是ELID磨削技術(shù)在我國(guó)推廣應(yīng)用中魚(yú)待解決的難題。
1 新型金屬結(jié)合劑超硬砂輪的研制
日本最早開(kāi)發(fā)出鑄鐵結(jié)合劑金剛石砂輪,主要是以灰鑄鐵切屑經(jīng)球磨粉碎篩選后的粉末、徑基鐵粉、鎳粉作結(jié)合劑,與磨料混合后在高溫1120℃左右,真空或氮?dú)獗Wo(hù)下燒結(jié)而成。其制造過(guò)程中,要求設(shè)備工藝水平很高,而我國(guó)現(xiàn)有的生產(chǎn)加工條件還達(dá)不到那樣高的要求,即使勉強(qiáng)達(dá)到,成本也很高。因此根據(jù)國(guó)內(nèi)廠家(如哈爾濱砂輪廠)的設(shè)備和工藝水平,在金剛石碳化溫度1000℃以下(金剛石與鐵接觸時(shí)1000℃開(kāi)始石墨化)、碳保護(hù)的燒結(jié)條件下燒結(jié)出新型金屬結(jié)合劑砂輪磨塊,經(jīng)性能測(cè)試達(dá)到ELID磨削的要求。
試驗(yàn)中,為了降低成本,以濃度為100%的Si以粒度W28-W40)代替金剛石磨料,以還原鐵粉、還原銅粉為主,輔以不同成分的金屬添加劑粉末,在350MPa的壓力下,壓制成Ø20mm的磨料,按圖1所示燒結(jié)工藝燒結(jié)成試驗(yàn)用的磨塊。磨塊配方選擇主要是根據(jù)已有銅基金剛石砂輪的配方,依次將銅的比例減少,相應(yīng)地增加鐵和鑄鐵的比例,同時(shí)加人少量金屬添加劑配制而成,如附表所示。添加劑TJ1、TJ2,主要作用是降低燒結(jié)溫度,其與Fe、Cu形成的合金對(duì)砂輪的電解起抑制作用,同時(shí)它們的溶解度是有限的。所有的金屬添加劑含量控制在8%左右。過(guò)量的添加劑會(huì)使合金組織發(fā)生偏析,結(jié)合劑性質(zhì)變脆,磨削時(shí)容易碎裂,燒結(jié)時(shí)也容易溢出液體。
| 序號(hào) | 銅 | 鐵 | 鑄鐵 | TJ1 | TJ2 | TJ3 |
|---|---|---|---|---|---|---|
| 1 | 92 | 4 | 3 | 1 | ||
| 2 | 50 | 42 | 2 | 5 | 1 | |
| 3 | 45 | 47 | 2 | 5 | 1 | |
| 4 | 40 | 54 | 5 | 1 | ||
| 5 | 35 | 54 | 5 | 5 | 1 | |
| 6 | 20 | 72 | 2 | 5 | 1 | |
| 7 | 10 | 82 | 2 | 5 | 1 | |
| 8 | 50 | 32 | 10 | 2 | 5 | 1 |
| 9 | 45 | 27 | 20 | 2 | 5 | 1 |
| 10 | 40 | 22 | 30 | 2 | 5 | 1 |
| 11 | 20 | 19 | 50 | 5 | 5 | 1 |
| 12 | 10 | 22 | 60 | 5 | 2 | 1 |
在砂輪磨削的燒結(jié)過(guò)程中,結(jié)合劑中的金屬添加劑TJ1、TJ2在500℃左右時(shí)就已先期熔化,填充在銅、鐵、鑄鐵粉末的空隙中,將整個(gè)粉末顆粒包裹起來(lái),銅、鐵和鑄鐵顆粒的高部位不斷大量溶解于液相中,這樣使銅、鐵和鑄鐵等高熔點(diǎn)金屬粉末的界面上在很低溫度時(shí)就開(kāi)始了熔化溶解的過(guò)程,在它們的界面處形成合金。這不僅使結(jié)合劑的熔點(diǎn)大大降低,也使熔化過(guò)程大大加快,合金化過(guò)程更充分;同時(shí)粉末空隙中的空氣也被液相排出,保護(hù)了金屬粉末不被氧化。在這個(gè)過(guò)程中,TJ1和TJ2起著誘導(dǎo)劑作用,誘導(dǎo)銅粉快速充分溶解融化,誘導(dǎo)鐵、鑄鐵局部溶解形成均勻熔融的塑性體,使其冷卻收縮后對(duì)金剛石產(chǎn)生牢固的鑲鉗力量。TJ3用于提高合金的耐磨性。
2 新砂輪磨塊的試驗(yàn)
根據(jù)ELID磨削砂輪的評(píng)定特性,對(duì)燒結(jié)成的砂輪磨塊的磨損率,電解活化與鈍化曲線以及生成鈍化膜的粘附強(qiáng)度、硬度、厚度進(jìn)行了測(cè)試。試驗(yàn)結(jié)果如圖2~7所示。
從圖2可以看出,磨塊中銅的含量增大,砂輪磨損率增大。這是因?yàn)殂~的強(qiáng)度、硬度和耐磨性相對(duì)比鐵低,結(jié)合劑基體中銅的含量越多,砂輪磨塊的強(qiáng)度、硬度和耐磨性越低,砂輪磨損率越大。
盡管鑄鐵的機(jī)械性能比鐵好,但隨著鑄鐵含量的增加,砂輪磨損率增大。這主要是因?yàn)殍T鐵的熔點(diǎn)很高,在我們使用的設(shè)備條件下,很難使鑄鐵達(dá)到熔融狀態(tài),因此鑄鐵粉與銅粉、鐵粉和磨料之間的結(jié)合力弱,致使砂輪酥軟,容易脫落,如圖3所示。
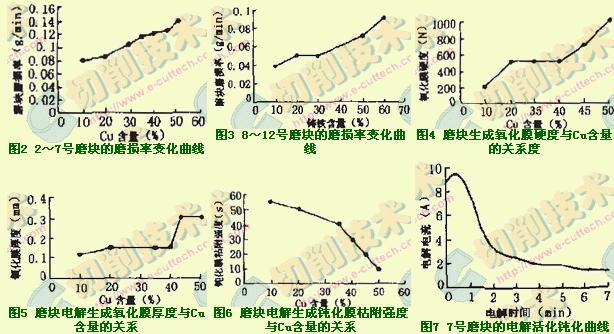
從圖4~6可以看出,隨著磨塊中銅含量的增加,電解后生成鈍化膜的粘附強(qiáng)度(用單位面積鈍化膜被吹掉所用的時(shí)間s表示)下降,硬度(以鈍化膜干燥后單位面積上能承受的載荷N表示)和厚度增大,這是因?yàn)殂~的含量決定著電解速度。銅的含量大,電解速度快,電解出的鐵離子濃度大,與磨削液反應(yīng)生成的鈍化膜厚度大、硬度高、粘附強(qiáng)度低。
在進(jìn)行砂輪磨塊配方設(shè)計(jì)時(shí),通過(guò)調(diào)整控制銅粉和鐵粉、鑄鐵粉的配比,可以得到不同的電解活化和鈍化曲線,如圖7所示。當(dāng)采用7號(hào)磨塊配方時(shí),得到的電解活化鈍化曲線最好,生成鈍化膜質(zhì)地均勻、致密、粘附強(qiáng)度高。這種結(jié)合劑配比可使砂輪的電解均勻,成膜速度快,膜的致密性好,能很好地滿足ELID磨削的要求。
3 實(shí)際應(yīng)用效果
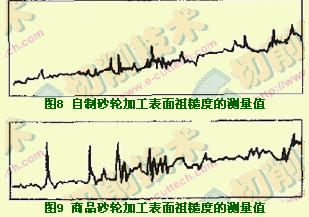
分別采用7號(hào)磨塊的配方和上述燒結(jié)工藝燒制出的W40鐵基金剛石砂輪和同樣粒度的商品鐵基金剛石砂輪(鄭州環(huán)球砂輪廠制造)加工SiC陶瓷環(huán)內(nèi)圓,加工表面粗糙度Ra分別<0.03µm、<0.032µm,如圖8、9所示。
4 結(jié)論
磨塊中銅粉的含量決定著砂輪的電解速度,鐵粉的含量影響著生成鈍化膜的性能,兩者的配比決定著砂輪在ELID磨削中性能的好壞。實(shí)驗(yàn)得出,當(dāng)砂輪中銅粉和鐵粉的重量比為10:82時(shí),砂輪的ELID磨削性能最好。
在現(xiàn)有的燒結(jié)設(shè)備和工藝水平下,鑄鐵粉的含量不宜過(guò)多。當(dāng)采用性能較高的設(shè)備和工藝時(shí),可適當(dāng)?shù)卦黾咏Y(jié)合劑中鑄鐵粉的含量,相應(yīng)地減少鐵粉、銅粉的含量,可使砂輪的ELID磨削性能有更好的提高。
砂輪電解活化與鈍化性能的好壞取決于生成鈍化膜致密性,而與鈍化膜的硬度、厚度等關(guān)系不大。








 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)