

 手機資訊
手機資訊 官方微信
官方微信摘要 李艷平1,王雙喜1,孫家森1,周建民21佛山市華南精密制造技術研究開發院;2佛山市地天泰新材料技術有限公司摘要:超硬珩磨油石由于其優良的磨削性能,在現代制造中的應用越來越廣。本文簡...
李艷平1 , 王雙喜1 , 孫家森1 , 周建民2
1 佛山市華南精密制造技術研究開發院;2 佛山市地天泰新材料技術有限公司
摘要:超硬珩磨油石由于其優良的磨削性能, 在現代制造中的應用越來越廣。本文簡要介紹了珩磨的原理、特點, 重點介紹了超硬珩磨油石制作工藝及其關鍵技術, 并對珩磨技術的發展現狀進行了綜述。
關鍵詞:珩磨;超硬材料;油石;發展現狀
1 引言
多年來, 珩磨技術一直有著“黑色技術”之稱, 其主要原因是珩磨加工的技術要求沒有任何標準可遵循, 而是隨著生產條件的不同而變化。目前, 這一技術被越來越多的人們所認識, 其經濟效益達到了一個新的水平。這一變化應歸功于當代超硬磨料油石———金剛石和立方氮化硼材料的發展。超硬珩磨油石是用金剛石或立方氮化硼磨料等制成的條狀固結磨具。20 世紀70 年代國外開始采用金屬結合劑的金剛石油石和立方氮化硼油石用以加工淬火鋼或鑄鐵。
使用超硬珩磨油石在磨削效率、磨削質量上都獲得了很好的效果, 縮短了磨削時間, 提高了工件合格率。油石壽命大大延長, 從而改變了需要勤量、勤調、頻繁更換油石的狀況, 大大提高了生產率。同時, 采用水加少量防銹劑代替防銹油作冷卻液, 可以節省大批機油, 從而降低產品的加工成本。任何材料都可以用金剛石油石或立方氮化硼油石來珩磨,包括各種鋼材、硬質合金、鑄鐵、超耐熱合金、電鍍層和涂覆層、陶瓷以及玻璃。超硬磨料油石的各種性能可以穩定地再現, 這是因為超硬磨料油石無論其配方如何, 都可以被熱壓到接近100 %的密度(金屬結合劑), 從而減少了由于封閉氣孔所引起的性能變化。
2 珩磨原理和特點
珩磨是在低的切削速度下, 對工件表面進行光整加工的方法, 是磨削加工的一種特殊形式, 又是精加工中的一種高效加工方法。這種工藝不僅能去除較大的加工余量, 而且是一種提高尺寸精度、幾何形狀精度和降低表面粗糙度的有效加工方法, 在汽車零部件制造中應用很廣泛。
2 .1 珩磨加工原理
珩磨是利用安裝于珩磨頭周圍的一條或多條油石, 由脹開機構(有旋轉式和推進式兩種)將油石沿徑向脹開, 使其壓向工件孔壁, 以便產生一定的面接觸。同時使珩磨頭旋轉和往復運動, 零件不動, 或珩磨頭只做旋轉運動, 工件往復運動從而實現珩磨。
在大多數情況下, 珩磨頭與機床主軸之間或珩磨頭與工件夾具之間是浮動的。這樣, 加工時珩磨頭以工件孔壁作導向。因而加工精度受機床本身精度的影響較小, 孔表面的形成基本上具有創制過程的特點。所謂創制過程是油石和孔壁相互對研、互相修整而形成孔壁和油石表面, 其原理類似兩塊平面運動的平板相互對研而形成平面的原理。
2 .2 珩磨加工特點
(1)加工精度高
珩磨能夠提高被加工工件的形狀精度, 特別是一些中小型的通孔, 其圓柱度可達0.001mm 以內。一些壁厚不均勻的零件, 如連桿, 其圓度可達到0.002mm ;如果沒有環槽或徑向孔等, 直線度達到0.01mm/1m 以內也是有可能的。珩磨比磨削加工精度高, 磨削時支撐砂輪的軸承位于被磨孔之外, 會產生偏差, 特別是小孔加工。
(2)表面質量好
表面為交叉網紋, 有利于潤滑油的存儲及油膜的保持。有較高的表面支撐率(孔與軸的實際接觸面積與兩者之間配合面積之比), 因而能承受較大載荷, 耐磨損, 從而提高了產品的使用壽命。由于珩磨速度低, 且油石與孔是面接觸, 每一個磨粒的平均磨削壓力小, 所以工件的發熱量很小, 切削區的溫度可保持在50-150℃, 工件表面幾乎無熱損傷和變質層, 變形小。
(3)加工范圍廣
主要加工各種圓柱形孔:通孔、軸向和徑向有間斷的孔, 如徑向孔或槽孔、鍵槽孔、花鍵孔、盲孔、多臺階孔等。另外, 用專用珩磨頭還可加工圓錐孔、橢圓孔等, 但由于珩磨頭結構復雜, 一般不用。用外圓珩磨工具可以珩磨圓柱體, 但其去除的余量遠遠小于內圓珩磨的余量。
(4)切削余量小
珩磨加工是所有加工方法中去除余量最少的一種加工方法。在珩磨加工中, 珩磨工具是以工件作為導向來切除工件多余的余量而達到工件所需的精度。
(5)糾孔能力強
由于其他加工工藝方面存在不足, 在加工過程中會出現以下一些加工缺陷:如失圓、喇叭口、波紋孔、尺寸小、腰鼓形、錐度、鏜刀紋、孔偏及表面粗糙等。采用珩磨工藝加工可以通過去除最少加工余量而極大的改善孔和外圓的尺寸精度、圓度、直線度、圓柱度、和表面粗糙度。
3 超硬珩磨油石的特點、制備工藝及關鍵技術
3 .1 超硬珩磨油石的特點
超硬珩磨油石中的每一顆粒都起切削作用, 這是因為作用在油石上的力全部集中在為數較少的切削刃上, 超硬磨粒不像普通磨粒那樣迅速磨損或破碎。耐磨的金屬結合劑支撐并把持著磨料來克服逐漸增大的切削力, 而各種專用結合劑使切屑能夠開辟其自身的排屑通道。因此, 油石能快速切削, 其耐用度比大多數的普通油石如碳化硅油石、氧化鋁油石等要長。采用超硬油石可使生產率、產品精度、工藝可靠性得到提高, 加工單件的磨具成本下降, 劃傷率減小。
超硬珩磨油石比一般珩磨油石短而窄, 寬度是一般珩磨的1/2 -1/4 , 以留出足夠的容屑空間, 使油石和工件之間有適當的接觸壓力, 較低熱量, 磨削性較好, 珩磨出的網紋均勻清晰。選擇超硬磨料油石要考慮加工零件的材料、硬度、加工余量、前工序狀況、孔的形狀和精度要求, 以此來決定油石的種類、粒度、濃度和結合劑。磨料種類可以選擇單一磨料也可以選擇混合磨料, 因為在珩磨一些金屬材料時, 混合磨料油石具有比單一磨料油石更加良好的磨削效果及應用前景。珩磨時, 由于有很大負荷作用在磨料和結合劑上, 因此結合劑要牢固, 一般硬、脆、強度較高的工件要求結合劑軟一些, 因為它比其它材料容易使磨料破損, 要求結合劑較快磨損,以補給切削晶粒。反之, 硬度低的工件材料由于穿透區域較大, 晶粒受力也較大, 所以要求牢固的結合劑。采用超硬磨料油石珩磨, 關鍵是使用金屬結合劑。金屬結合劑的熱傳導性、耐磨性和強度都比陶瓷和樹脂結合劑高。
超硬磨料油石常用濃度有150 %、100 %、75 %、50 %和25 %等五種, 一般情況下, 增加濃度會提高油石壽命, 但切削效率較低。濃度較高, 油石工作表面磨料多, 加工光飾率好, 但切削能力差;濃度較低的油石切削能力較好, 但光飾率較差。
3 .2 超硬珩磨油石的制備工藝及關鍵技術
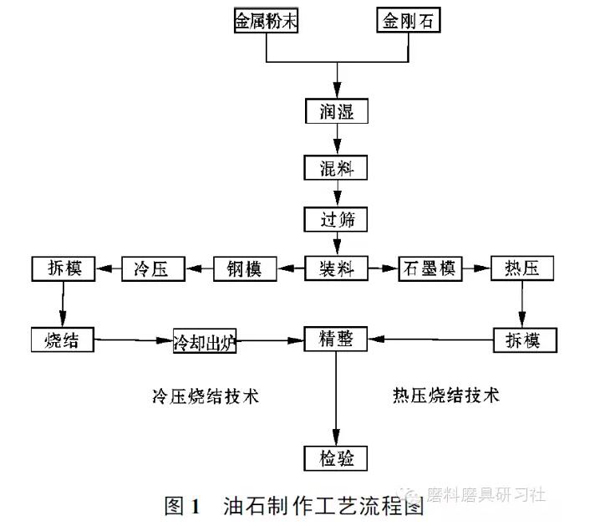
超硬珩磨油石一般使用金屬結合劑。下面以金屬基金剛石珩磨油石為例, 具體介紹超硬珩磨油石的制作工藝。金剛石珩磨油石制造一般采用冷壓燒結成型工藝或熱壓燒結成型工藝。冷壓工藝采用金屬模具, 在一定的壓力(350 -550MPa)下, 冷壓成一定密度(7.0 -7.3g/cm3)的半成品, 然后在還原氣氛中高溫燒結成型。該工藝鋼模使用壽命長, 單位成本磨耗較低, 而且可以大批量壓制成型、燒結, 產品的性能和質量較穩定、一致。而熱壓工藝則采用石墨模具, 在20 -25MPa 的壓力下, 同時壓制燒結成型, 其燒結溫度低, 成型壓力小、金剛石強度損失少,而且結合劑合金化程度高, 對金剛石把持力強, 但是石墨模具重復使用壽命較短, 模具損耗大。一般熱壓工藝所采用設備有混料機、熱壓機、低溫烘箱。而冷壓工藝常采用100t 液壓機和自行改裝的封閉式硅碳棒燒結爐。
制作珩磨油石的關鍵技術問題有兩個:一是金屬基珩磨油石在燒成后易出現彎曲變形、裂紋、磨料層和底料層分離等問題。二是珩磨油石的修整問題。
引起珩磨油石變形、開裂、兩層分離的原因主要有兩個, 一是磨料層和底料層的配方不同, 使燒成后因熱脹冷縮不均而產生明顯變形;二是當珩磨油石長度尺寸大而厚度尺寸小時, 如果高溫燒結后脫模過早, 隨模冷卻時間不足, 也會使珩磨油石產生變形。解決方案如下:一是可以通過在兩層金屬結合劑采用相同或相近配方的前提下, 采用往底層中添加廉價金剛石或者碳化硅填充料的方案, 能夠防止金剛石層與底層因膨脹系數不一致而造成燒成收縮不均, 避免了彎曲變形、裂紋和分層等廢品的產生。二是熱壓燒結時要等珩磨油石充分冷卻后再卸模,也能減少變形情況。
珩磨油石的修整問題是關鍵, 這是由于珩磨油石、油石座及磨頭體等的制造誤差, 裝配后珩磨頭的珩磨油石不可能形成一個規整間斷的圓柱面, 保證珩磨油石與被加工面都接觸良好。雖然在珩磨過程中, 珩磨油石可以和工件互相修整, 但工件留磨量較小, 所以在最初珩磨過程中可能得不到充分的修整。尤其是超硬磨料的珩磨油石, 由于其本身耐磨, 就更不能得到充分的修整。因而在加工中也不可能得到理想的加工表面, 精度也無法保證。因此在使用新珩磨油石時, 在加工之前必須對珩磨油石進行修整(也稱為歸圓)。
超硬珩磨油石可在外圓磨床上用碳化硅砂輪進行修整, 也可以利用廢工件或加工余量大的工件孔,在所使用的珩磨機床上直接校正歸圓。用碳化硅砂輪修整時的修整參數為:砂輪轉速為18 -25m/s , 磨頭轉速為1 -3m/s , 進刀深度一般修磨用0.02 -0.04mm/行程, 精修為0.01mm/行程。同時需要大量冷卻液澆入。
4 珩磨技術的發展及其應用
珩磨加工起源于二十世紀初期, 最先由美國的Barnes公司和Micromatic公司發明, 然后被當時工業發達國家如德國、英國、日本等紛紛采用, 并將其應用于汽車機內燃機汽缸的加工中, 收到了很好的效果。
最初的珩磨加工僅僅是手電鉆式的人工珩削, 油石為彈簧式自由擴脹, 只能提高工件表面光潔度。1924年發展了油石液壓擴脹, 開始切除大余量, 自動測量也開始出現, 珩磨加工開始向自動化發展。1938年珩磨進給機構進一步改善, 開始控制油石擴脹速度并能補償油石磨損, 精度進一步提高。1952年開始出現完全補償的電子油石擴脹機構。這時由于機床和油石制造水平低, 無法增加油石與工件之間的接觸壓力, 所以珩磨一直被視為表面光整加工方法, 只用于最終加工工序。之后由于強力珩磨技術的應用, 珩磨技術在加工范圍、加工精度和切削效率等方面有了飛速發展。
在發達國家, 對珩磨技術方面的研究主要側重于新型珩磨技術研發, 如德國拉格爾公司研制的雙向雙進給平頂珩磨, 德國格林公司最新研制的激光珩磨, 美國善能公司新開發的刷珩磨技術。而表面粗糙度檢測儀器的研究, 主要是為適應精密偶件珩磨技術的發展而開發的。根據珩磨網紋微觀結構,國際先進的檢測儀器可檢測70 種以上參數。通過對這些參數的檢測, 操作人員或技術人員可對珩磨切削參數進行調整, 從而獲得較為理想的珩磨網紋。著名的檢測系統有英國泰勒、德國霍梅爾、德國馬爾、日本精工等。這些工藝、檢測技術的研發, 大大改善了發動機運行性能, 延長了發動機的使用壽命,但均存在各自利弊:通過激光珩磨技術, 可以獲得理想的近似矩形的交叉網紋溝槽, 使發動機汽缸套、缸體的使用壽命、耐磨性、配副性、儲油性等大大提高,為目前最理想的加工表面技術, 但其功效太低, 難以適應發動機大批量生產需求;刷珩磨為當前國際最新研制的珩磨技術, 使表面輪廓的頂部變成圓形, 這就意味著表面的貯油性能高、切削深度小, 與平頂結構相似, 但該技術對機床配置、性能有較高要求, 且刷磨頭的材質還處于試驗研究階段, 目前很難獲得普及。
珩磨技術在不斷向前發展, 控制系統也由傳統的機—電—液壓控制向數字行程控制, 甚至是向CNC 發展。控制系統為珩磨機的關鍵技術, 各公司都投入大量的人力、物力進行研究、開發和更新換代, 因此各公司的控制系統又有所不同。可編程數字行程控制系統為目前使用最廣泛的控制器, 可自動控制旋轉速度、形成速度、粗珩進給、精珩進給,可故障報警, 并可遙控調節, 包括遙控調節珩磨油石磨耗補償、進給速度和扭矩。另一類為遠程行程調節系統, 可設定和修改機器數據, 用于設定上下反向點、上下預停點、最大行程、參照點、短行程范圍等,另外還可以對錯誤信息報警。
目前國內發動機汽缸套、汽缸體以及工程機械液壓系統制造業普遍采用珩磨技術, 但珩磨水平較低, 對珩磨工藝參數研究較為松散, 珩磨國家標準僅相當于國際上世紀70 年代水平, 對珩磨控制的參數僅有少數幾組。另外, 我國珩磨設備與國外大公司生產的先進珩磨設備之間的差距還體現在:國外珩磨設備具有先進的冷卻技術及過濾技術、先進的溫控技術、先進的夾具技術等。
國外珩磨技術的飛速發展對中國的珩磨機制造業和珩磨工藝的使用提出了挑戰。據統計, 國內近五、六年引進的珩磨機達到上百臺, 高端市場基本上被國外的珩磨機制造企業占據。國內生產珩磨機的專業廠家有寧夏的大河機床廠、北京第三機床廠、德州機床廠、上海航空設備廠等, 生產出的珩磨機技術水平與國外產品有一定的差距。國內機床廠家通過對國內外重點生產廠家同類產品的比較, 也對目前的珩磨機進行了改進, 其中北京第三機床廠已有數控立式內圓珩磨機、雙軸四工位數控珩磨機等數控產品。一些國內機床廠家在總結德國格林、美國德隆、美國善能產品的基礎上, 結合油缸、噴嘴、異性工件等深孔產品的精加工特點和實際工作經驗, 制訂了適合冷拔、鏜孔等管坯加工使用的強力珩磨機設計方案, 在滿足加工工藝指標的前提下, 取得了價格低、性能好的效果。
目前除了關注珩磨技術、控制系統和珩磨設備的發展外, 人們也非常重視珩磨油石的發展, 人造金剛石和立方氮化硼磨料的應用極大地推動和促進了珩磨油石的發展。超硬珩磨油石在珩磨加工中應用十分普遍, 特別是珩磨精密小孔應用極為廣泛。據國外資料統計, 在珩磨加工中應用金剛石或立方氮化硼磨料的占92 %以上。
珩磨加工目前主要用在汽車、拖拉機、摩托車、輪船、航空、工程機械、機床和軍工等制造與修理部門, 用來精加工鋼筒、套孔以及外形較大不便于旋轉的零件孔以及細長孔等, 特別是內燃機汽缸套(孔);高速精密機床主軸與輔助(進給)傳動運動副孔;;液壓及氣動缸體孔;減速機、電機、發電機等殼體套孔;各種泵孔;槍炮筒孔及其它緊密、耐磨孔件。
5 結語
綜上所述, 珩磨作為一種先進的加工形式已獲得越來越廣的應用, 與之相應的珩磨技術、珩磨設備、珩磨油石也有了很大程度的發展。超硬珩磨油石作為珩磨加工的“牙齒”也被越來越多的人關注,目前國內有不少廠家在生產超硬珩磨油石, 但是和國際先進水平仍存在很大差距, 所以研制出高性能的超硬珩磨油石也成為超硬材料工具業界的艱巨任務。








 豫公網安備41019702003646號
豫公網安備41019702003646號