

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要:本文概述了硬脆材料切割中使用金剛石絲鋸切割的方法優點;介紹了金剛石絲鋸在光伏領域切割多晶硅環節的應用;在電子產業上游晶圓切割等環節的推廣,特別是藍寶石切割將是金剛石切割線又一...
摘要:本文概述了硬脆材料切割中使用金剛石絲鋸切割的方法優點;介紹了金剛石絲鋸在光伏領域切割多晶硅環節的應用;在電子產業上游晶圓切割等環節的推廣,特別是藍寶石切割將是金剛石切割線又一新興領域;金剛石絲鋸與傳統線鋸的比較;金剛石絲鋸的制備工藝。關鍵詞:硬脆材料、金剛石絲鋸、鋼線鋸、切割
硬脆材料是指硬度高、 脆性大的材料,通常為非導電體或半導體, 如:各種石材、寶石、玻璃、硅晶體、石英晶體、硬質合金、陶瓷和稀土磁性材料等。隨著工業的發展, 硬脆材料在各個領域的應用日益廣泛,且其加工精度與技術條件的要求越來越高。傳統的刀具材料,如高速鋼、硬質合金、陶瓷等常不能滿足上述加工的需要,而必須采用超硬材料刀具。在硬脆材料的各種加工方法中, 切割加工占有很重要的地位,對脆性材料的切割大致有以下要求:高效率、低成本、高精度、窄切縫、小翹曲變形、低表面損傷、低碎片率、無環境污染等是目前半導體和光電晶體的切割加工的新趨勢[1、2]。精密切割加工作為制備半導體和光電晶體基片的主要加工工藝之一,在微電子、光電子器件的制造過程中占有很高的地位。
近十幾年來,隨著超硬材料的迅速崛起,硬脆材料的切割加工發展較快,新工藝、新設備、新方法不斷涌現。超硬材料主要指金剛石和立方氮化硼( CBN),它們以單晶、聚晶及薄膜等形式出現,是當今世界高科技領域中最有活力、最有前景的材料之一。金剛石是世界上已知最硬的物質,并具有高導熱性、高絕緣性、高化學穩定性等多種優良性能,可用于鋁、銅等有色金屬及其合金的高效精密加工,特別適用于加工硬脆非金屬材料[3]。
一.硬脆材料的切割方法
當前,按切割工具形狀分,硬脆晶體材料切割方法有金剛石圓鋸切割、帶鋸切割、線鋸切割[4、5]。
(一)金剛石圓鋸片切割
金剛石圓鋸片分為金剛石外圓據和金剛石內圓鋸兩種。金剛石外圓鋸切割技術是應用較早的切割方法,外園周上電鍍金剛石的圓鋸片直徑在200mm左右,最大可達400mm。多用于寶石、石英、鐵氧體、陶瓷等材料的切斷、切槽等。優點是:結構簡單、操作容易、刀片價格便宜;缺點是:刀片較厚、鋸口寬、材料損耗較大、切割面的平行度較差、只能切割小直徑或較薄工件。
金剛石內圓鋸切割技術的優點是:1.剛性好,可做的很薄,達到0.1mm;2.切片精度高,直徑200mm晶片的厚度差僅為0.01mm;3.設備低廉,所用切割機價格僅為其它工具多使用切割機價格的1/3~1/4;4.每片都可以進行徑向調整和切片厚度的調整;5.小批量多規格加工時,具有靈活的可調性。缺點是:1.切片表面損傷層較大;2.刀口寬,材料損失大;3.生產率低,每次只切割一片;4.只能切割直線,無法切割曲面;5.只能切割直徑小于200mm的晶片。
(二)金剛石帶鋸
分為鋼帶據、金剛石帶鋸、鋼片鋸三種。金剛石帶鋸是以電鍍金剛石磨料或鑲焊金剛石燒結塊為主題的環形鋸條,帶鋸出現于20世紀50年代,我國八十年代才開始研制該類設備。優點是:鋸切速度快,刀具材料消耗少,噪音小。缺點是:鋸口大,切割精度低,對荒料要求規整,不能進行多片切割。
(三)金剛石線鋸分為鋼絲鋸、金剛石串珠鋸、金剛石絲鋸三種。
1.鋼絲鋸分為單線式和多線式兩種,但常用多線式。多線式鋼絲鋸是利用一根鋼絲纏繞在一組鋸絲導輪上,形成一排以一定間隔排列的切割線。切割時鋼絲按一定方向運動,同時工件和鋼絲相互壓緊,當含有游離磨料的切割液澆注到工件和鋸絲之間時,鋸絲快速運動將切割液帶入工件切縫,產生切削作用。常用的游離磨料為碳化硅;切割液通常為磨料和礦物油按一定比例混合而成。鋼絲鋸的主要特點為:切縫窄,目前最小切縫可達0.2mm,切片量大,切片成本低;但可靠性差,鋼絲耐用度低。
2. 金剛石串珠鋸是近十幾年發展較快的切割工具。它產生于70 年代,最初應用于石材的開采,后來廣泛應用于建筑物、橋梁等混凝土結構的拆除和改造,也用于切割玻璃等材料[6、7]。
金剛石串珠鋸由鋼絲繩芯、金剛石串珠和隔離套組成,串珠以一定間隔穿在繩芯上,并由隔離套分開。串珠鋸的性能,如切割效率、使用壽命等主要取決于金剛石串珠的物理和機械特性。傳統的串珠有兩種制造方法,電鍍和熱壓燒結。最早金剛石串珠是通過電鍍的方法制造的,1983年以后開始用燒結法生產[8]。前者只有一層金剛石磨料, 開始時切割速度較快,但磨損速度也較快;而后者的金剛石磨料可以不斷的更新,切割速度較慢,但使用壽命長。這兩種串珠的共同缺點是金剛石磨粒為隨機分布,分布不均。文獻[8]介紹了一種焊接式金剛石串珠,金剛石磨粒可按一定方向較均勻地分布,取得了較好的應用效果。金剛石串珠鋸不但能切割直面,而且還能切割曲面,切割板料時,還可進行多道串珠鋸切割,生產效率非常高。因此,其作用非常廣泛,但受到串珠直徑的限制,切縫比較寬。因此,目前還不能用于細微結構和貴重材料的切割加工。
3. 金剛石線鋸是將高硬度、 高耐磨性的金剛石磨粒牢固地電鍍在鋼絲基體上面制成的一種切割工具。金剛石線鋸亦有單線式和多線式兩種。金剛石多線鋸的切割運動形式類似于鋼絲鋸。主要用于切斷加工。切割時鋸絲從一個絞輪繞到另一個絞輪上,可實現中等速度的切割, 但同鋼絲鋸一樣,鋸絲必須有足夠的長度,對絞輪的強度要求也較高。鋸絲張緊力的調節機構較繁瑣[9]。80 年代中期,英國有人做出一種多線式線鋸[10], 該鋸驅動裝置由梭形絞盤組成, 盤槽中緊緊纏著100~200 英尺長的切割線。這種工具可鋸割金屬陶瓷、玻璃、石英等脆性物質, 且線拉得越直切割效果越好。英國Ahlbury Technical Equipment Corp.公司生產的金剛石線鋸也為多線式。該鋸可切割任意材料,切口表面光潔,無崩刃現象發生[11]。多線往復式金剛石切割優點是:1.能進行大尺寸工件切片;2.能多件多片同時切割,產量高;3.能切精密窄縫,適合切割貴重材料,切割直徑只比鋸絲直徑大0.01~0.015mm;
4.切割脆軟材料,保證邊緣不破損;
5.切割時溫度低,切片加工變質層淺,可用來切割易炸裂材料;線鋸使用壽命長;
6.環境污染小。
單線切割的金剛石線鋸分為往復式金剛石線鋸和環形回轉式金剛石線鋸;多線切割的金剛石線鋸分為往復式金剛石線鋸。
環形回轉式線鋸是被焊接為環形,可通過導輪實現循環切割。優點:1.整個鋸絲長度均可參與切割;2.使用壽命長;3.切割速度高(高達10~20m/s)。缺點:在線鋸切割內曲面時必須先切割一條引線槽。
單線往復式金剛石線鋸切割機的優點是:結構簡單,適應性好,可進行內外表面的切割加工;可以自由改變切割方向及傾斜角度,進行精確的復雜輪廓切割。缺點是鋸絲的有效工作強度受限制,鋸絲利用率不高,切割速度較低(一般2~3m/s)。
二.多晶硅切割作為金剛石應用新領域
作為新興能源代表產業之一的太陽能光伏產業是金剛石工具潛在的巨大應用新領域之一。目前各國政府都在積極發展清潔能源,隨著技術提升成本下降以及各國積極光伏政策的推出,預計光伏行業將恢復快速發展。根據 EPIA 預測光伏市場將在今后5年里保30%~40%的快速增長,其后10年的增長速度也將達到20%~30%。硅片就是制造光伏電池的基板。硅片切割是太陽能光伏電池制造工藝中的關鍵部分。該切割工藝用于處理單晶硅或者多晶硅的固體硅錠。光伏產業專用微米鉆石線首先把硅錠切成方塊,然后切成很薄的硅片。光伏行業發展也將帶動光伏產業專用微米鉆石線的快速發展。金剛石帶鋸、磨具已廣泛應用在硅錠開方、研磨等制造環節,但總體用量比較有限。而目前已初步產業化的金剛石切割線在多晶硅切片環節的應用,將有望造就一個百億級容量的新興市場。
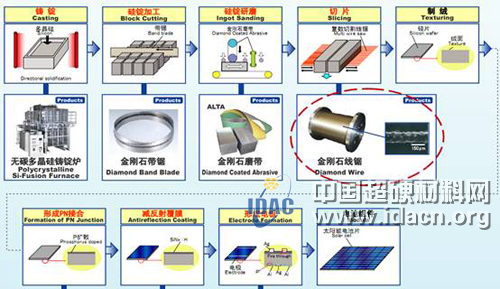
圖1 金剛石工具在光伏領域的應用(Noritake 公司圖示)
(一)20 世紀 90 年代,為了解決大尺寸硅片的加工問題,采用了線鋸加工技術將硅棒切割成片。早期的線鋸加工技術是采用金屬線和游離的磨料,在加工過程中,將磨料,加入到金屬線和加工件之間產生切削作用。為了進一步縮短加工時間,以及對其它堅硬物質和難以加工的陶瓷進行加工,將金剛石磨料以一定的方式固定到金屬線上,從而產生了固定金剛石線鋸[12] 。金剛石高效耐久的加工特性,顯著降低了生產能耗。如在陶瓷研磨拋光領域,與傳統工藝碳化硅磨塊比較,磨削拋光過程中金剛石磨塊平均壽命提高100倍以上,磨削效率提高20%,消耗成本、電力消耗、排放污染物分別是普通磨塊的 75%、60%、1%。在光伏產業的多晶硅切割環節中,金剛石切割線工藝相較傳統的鋼絲線切割,節省了切割液中添加游離刃料的工序,從而使高污染的切割液得以回收循環使用。
(二)在光伏領域,為了滿足市場對于更低成本和更高生產力的要求,微米鉆石線技術的研究和產業化,將進一步降低了切割過程中的材料損耗,從而減少了太陽能電力的硅材料消耗量[13]。
1. 金剛石線鋸與傳統鋼線切割工藝相比較,金剛石線切割基于切割工藝的改進,可實現:
高效率切割:與歷來的游離磨料形式相比,切割效率提升140%;
成品率提高:硅片切割精度保持穩定,減少了加工變質層;
綜合成本節余:較傳統工藝降低綜合成本約26%。
節能環保:大幅度減少廢線鋸,廢砂漿的產生:切割砂漿可以循環利用,切割粉屑便于回收。
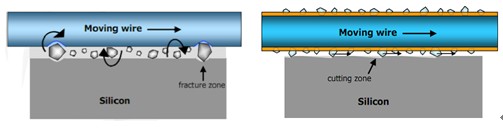
(a)傳統鋼絲、砂漿切割示意圖 (b) 金剛石線切割示意圖
圖2傳統鋼絲與金剛石線切割示意圖
2. 金剛石線鋸與傳統鋼線切割原理差異見表1:
表1 金剛石線與傳統鋼線切割原理差異
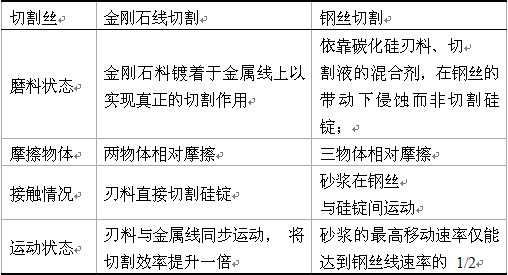
3. 金剛石線鋸與其它鋸比較獨有特點:
可用于對電子放電加工EDM無法加工的非導體進行加工;金剛石線鋸纏繞在滾筒周圍,可以同時對加工件(如硅棒)進行多次切割,并且可以同時對多個加工件進行加工;由于燒結金剛石線鋸串珠之間存在間距,間距部分可能過早地磨損導致鋼絲的斷裂[14],而電鍍金剛石線鋸中金剛石的連續分布,可避免線鋸的過早斷裂;與圓鋸和帶鋸相比,線鋸能靈活地改變切割方向,可以用于加工復雜的幾何形狀;由于線鋸直徑小,加工時切口損失小,這對于成本昂貴的半導體和寶石的加工具有重要的意義[15]。
(三)國內金剛石線產品處于研發階段,存在數項技術障礙:
線徑較粗,切割耗材損耗較大(金剛石線0.15mm與鋼絲線 0.11mm);線痕明顯,影響硅片轉換效率;金剛石料與切割線基體附著力度不足,易于脫落。考慮到海外成功產品的示范效應,及國內下游光伏企業積極試用以求跟隨先進技術的姿態,預計金剛石線在國內市場的成熟產業化應用也即將展開[16]。
三.電子產業—LED是金剛石線鋸又一綠地
目前電子業中新生的LED電子產業將成為金剛石工具應用的一片新生綠地。金剛石工具,特別是金剛石切割線在LED藍寶石基片制造流程的應用與其在光伏領域的應用極其類似。并且依據業內反饋,藍寶石加工的精度要求尚低于光伏領域,金剛石工具的推廣難度低。參考業界預測藍寶石基片未來將保持60%以上的高速增長,雖缺乏經驗數據測算隨之產生的金剛石工具具體的市場規模,參考2010 年LED全球預測產值約為100億美元,隨之產生的金剛石工具消費量有望達到億美元之上。
四.金剛石線鋸的制備技術
金剛石線鋸中金剛石磨料的固結方式有滾壓嵌入式、擠壓或沖壓方式、金屬結合劑固結(釬焊)、金屬結合劑固結(電鍍)、樹脂結合劑固結。
(一)滾壓嵌入方法
這種方法是將超硬磨料通過機械作用滾壓嵌入到鋼絲集體中,美國專利4485757曾提出一種用滾壓嵌入方式制備連續金剛石線鋸的工藝,此種工藝制備的金剛石線鋸的金剛石涂層直徑均勻而厚度及線徑不均勻,很難生產出大于120米長的金剛石線。并且,通過機械作用將超硬磨料滾壓嵌入到鋼絲基體中,還大大降低了鋼絲的強度。
(二)擠壓或沖壓方法
這種方法是通過兩維以上的沖擠壓頭模,將金剛石顆粒擠壓、沖壓進鋼絲線的表面以下,然后在沖擠壓形成的金剛石線的表面,涂敷一層1~10μm的金屬、非金屬材料。這種方法的優點是可以形成自動化生產線,可以制備長度60公里以上、直徑均勻,抗磨性好的連續金剛石線,生產成本低。
這種方法的缺點給滾壓方式一樣,由于金剛石顆粒直接沖壓進鋼絲表面會大大降低鋼絲的強度。
(三)樹脂結合劑金剛石線鋸制造工藝
對于樹脂結合劑金剛石線鋸的制造工藝—熱固性樹脂固結方法,日本大阪府的住友電氣工業株式會社和大阪金剛石工業株式會社的上崗勇夫等人共同申請的一項專利,該線鋸的特征是在高強度芯線上有粘結劑固定磨料磨粒和填料,磨料尺寸不小于樹脂粘結層厚的三分之二,填料尺寸小、粘結劑厚度的三分之二。線鋸制作中的樹脂固化需要加熱和燒結工序,因此,線鋸制造速度只能提高到每分鐘十米左右。
目前,樹脂結合劑金剛石線鋸的線徑已經小于0.2mm,由于制程溫度遠低于硬焊,線材不會因為高溫而產生變形造成抗拉強度的衰減,對于縮小線徑有很大幫助。雖然樹脂對金剛石磨料的把持力不如硬焊好,但制程成本低、線徑小、耗材率低等優勢。
(四)電鍍金剛石線鋸
1.復合電鍍技術
復合電鍍技術是通過金屬電化學方法,將一種或數種不溶性的固體顆粒,均勻地夾雜到金屬鍍層中所形成的特殊鍍層就是復合鍍層。這種制備復合鍍層的方法稱為復合電鍍[17]。這種技術在國外也還有一些其他名稱。例如彌散電鍍、鑲嵌電鍍、分散電鍍和組合電鍍等等。
2.超硬材料復合電鍍工藝
以超硬材料作為分散微粒,與金屬形成的金屬鍍層,稱為超硬材料復合鍍層。超硬材料的復合電鍍不是一步完成的,對于大多數超硬材料電鍍制品來說,一般包括預鍍,上砂鍍,加厚度和光亮鍍等幾個步驟。
超硬材料復合鍍層結構比一般復合鍍層更復雜一些,包括底鍍層、上砂鍍層、加厚鍍層和光亮鍍層四個部分
3.電鍍金剛石線鋸性能評價
對金剛石線鋸的性能檢查要考慮以下兩個方面:一是對電鍍金剛石線鋸表面鍍層的檢查,包括鍍層外觀質量檢查、線鋸幾何尺寸檢查、金剛石磨粒的固結強度檢查。二是對電鍍金剛石線鋸的機械力學綜合性能的檢測,包括抗拉強度特性和延伸率、斷裂扭曲特性、彎曲性能等。
4.電鍍金剛石線鋸技術現狀和研究方向
電鍍金剛石線鋸生產技術在國外已經非常成熟,并且申請了多項生產專利。國內對電鍍金剛石線鋸生產技術的研究還處于起步階段,使用的電鍍金剛石線鋸主要依賴進口。
電鍍金剛石線鋸受到極大關注,目前研究方向[18]:
1.研究電鍍金剛石線鋸用的基體,主要是鋼絲基體,對其他基體的研究比較少,基體材料比較單一,因此進一步拓展電鍍金剛石線鋸用的基體成為研究方向之一。
2.由于目前常用的電鋸金剛石線鋸的使用壽命不盡如人意,進一步增強結合劑對金剛石的把持力,開發更加持久、耐用的金剛石線鋸成為研究方向之一。
3.目前常用的制備電鍍金剛石線鋸的電鍍技術需要時間較長,進一步加強電鍍技術的研究,縮短制備周期和降低制造成本也成為研究方向之一。
五.結論
“十二五”期間,預計我國將在工業各領域進一步提高節能環保標準,客觀推動了金剛石工具的推廣。金剛石線鋸在國內光伏領域的推廣擁有數項天然優勢:我國作為全球最主要的光伏生產基地地位;光伏產業整體處于高速發展階段;市場集中度較高,單位企業采購量大,易于產品推廣。國內金剛石工具有望于光伏產業的高速成長期成功推向市場,帶動國內潛在進入金剛石線制造領域企業,并間接帶動金剛石原料生產企業實現跨越發展。
參考文獻
[1] 高偉、劉鎮昌.超硬磨料在硬脆材料切割中的應用[J].金剛石與磨料磨具工程,2001,3.
[2] 千葉康雅.電鍍金剛石線切工具高速生產[J].超硬材料與寶石,2003,4.
[3] 溫詩鑄,黎明編.機械學發展戰略研究[M].北京:清華大學出版社,2002.
[4] 畢普斌,陳玉權.硬脆材料線切割機床的研究[J].機械設計與制造,1994(4).
[5] A Anker.Diamond Profiling Saw for machining glass and natural stone[J].IDR.1999,(4).
[6] 談耀麟.石材加工機械發展趨勢 [J].石材,2000, (1) .
[7] Pat rick Cunning ham,Granite process ing with diamond[J].IDR,1995(3).
[8] China Grinding Wheel Corporation.Brazed beads with diamond grit for wire sawing[J].IDR, 1998(4).
[9] 唐春華.電鍍金剛石工具工藝[J].電鍍與涂飾,2004,4(23).
[10] 高偉.環形電鍍金剮石線鋸的制造及其切割技術與機理的研究[D].山東大學,2002.
[11] 金剛石鋸[J].Cut Tool.1995,59( 12).
[12] 向波,賀躍輝,謝志剛,等.電鍍金剛石線鋸的研究現狀[J].材料導報,2007,21(8).
[13] 華泰聯合證券金剛石行業研究 /深度研究報告[R].2010.12.
[14] 孫建章,呂玉山,李艷杰.電鍍金剛石長絲鋸制造的實驗研究[J].機械制造,1999 ,6.
[15] 高偉,劉鎮昌,王霖.環形電鍍金剛石線鋸的研制[J].工具技術,2003,37 (3) .
[16] 光伏產業專用微米鉆石線項目可行性研究報告[R].2011,2.
[17] 高偉,竇百香,李艷紅,等.電鍍金剛石線鋸的制造工藝研究[J].工具技術2009(7).
[18] 康仁科.金剛石絲鋸精密切割及其制備技術[R].超硬材料分會四屆三次常務理事(擴大)會議深圳.2011,5
作者簡介:張登峰,1981.10,男,漢,內蒙古化德縣人,北方材料科學與工程研究院有限公司包頭研究所,碩士研究生,主要從事金屬材料表面處理技術研究









 豫公網安備41019702003646號
豫公網安備41019702003646號