

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 申請(qǐng)?zhí)枺?01710338480.6申請(qǐng)人:深圳光韻達(dá)激光應(yīng)用技術(shù)有限公司武漢因泰萊激光科技有限公司發(fā)明人:蔡志祥阮玲慧覃
申請(qǐng)?zhí)枺?01710338480.6申請(qǐng)人:深圳光韻達(dá)激光應(yīng)用技術(shù)有限公司 武漢因泰萊激光科技有限公司
發(fā)明人:蔡志祥 阮玲慧 覃鏡銘 孫智龍
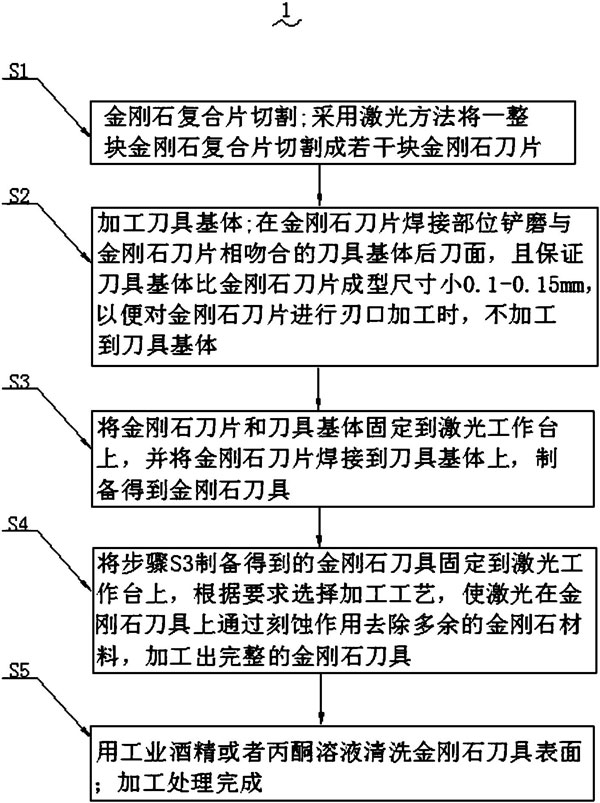
摘要: 本發(fā)明提供一種金剛石刀具全激光制作方法,包括以下步驟,S1:金剛石復(fù)合片切割;采用激光方法將一整塊金剛石復(fù)合片切割成若干塊金剛石刀片;S2:加工刀具基體;在金剛石刀片焊接部位鏟磨刀具基體后刀面,且保證刀具基體比金剛石刀片成型尺寸小0.1?0.15mm;S3:將金剛石刀片和刀具基體固定到激光工作臺(tái)上,并將金剛石刀片焊接到刀具基體上,制備金剛石刀具;S4:將步驟S3制備得到的金剛石刀具固定到激光工作臺(tái)上,根據(jù)要求選擇加工工藝,使激光在金剛石刀具上通過刻蝕作用去除多余的金剛石材料,加工出完整的金剛石刀具;S5:用工業(yè)酒精或者丙酮溶液清洗金剛石刀具表面;加工處理完成,本發(fā)明加工效率高,對(duì)人工技術(shù)水平要求不高,適合于大規(guī)模工業(yè)生產(chǎn)。
2.如權(quán)利要求1所述的一種金剛石刀具全激光制作方法,其特征在于:所述步驟S1中所采用厚度為0.3mm,直徑為74mm的金剛石復(fù)合片進(jìn)行切割處理。
3.如權(quán)利要求1所述的一種金剛石刀具全激光制作方法,其特征在于:在所述步驟S1中對(duì)金剛石復(fù)合片的切割采用1064nm的連續(xù)光纖激光,光纖激光的功率為200W,頻率為5kHz,速度為5mm/s。
4.如權(quán)利要求1所述的一種金剛石刀具全激光制作方法,其特征在于:所述步驟S3之前,采用蒸汽清洗刀具基體和金剛石刀片表面,并吹干表面水蒸氣。
5.如權(quán)利要求1或4所述的一種金剛石刀具全激光制作方法,其特征在于:所述步驟S3中將金剛石刀片焊接到刀具基體上的激光器所發(fā)射的激光為1064nm的QCW準(zhǔn)連續(xù)光纖激光,功率為150W,頻率為0.5kHz,速度為5mm/s。
6.如權(quán)利要求1所述的一種金剛石刀具全激光制作方法,其特征在于:所述步驟S4中對(duì)金剛石刀具進(jìn)行蝕刻處理采用掃描激光的加工方式;且采用波長(zhǎng)為1064nm的納秒激光器或皮秒激光器。
7.如權(quán)利要求1所述的一種金剛石刀具全激光制作方法,其特征在于:所述步驟S4中對(duì)金剛石刀具進(jìn)行蝕刻處理采用1064nm的納秒脈沖激光,脈沖寬度為20ns,功率為100W,脈沖重復(fù)頻率為100kHz,速度為100mm/s。
8.如權(quán)利要求1或6或7所述的一種金剛石刀具全激光制作方法,其特征在于:所述步驟S4加工得到的完整的金剛石刀具包括平整前刀面、后刀面、刃口以及排削槽。








 豫公網(wǎng)安備41019702003646號(hào)
豫公網(wǎng)安備41019702003646號(hào)