

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201611242132.0申請人:廈門佳品金剛石工業有限公司發明人:陳銓祥摘要:本發明公開本發明涉及一種拋光墊修整器的制造方法和制造設備,該制造方法包括以下步驟:(1)將...
申請號:201611242132.0申請人:廈門佳品金剛石工業有限公司
發明人:陳銓祥
摘要: 本發明公開本發明涉及一種拋光墊修整器的制造方法和制造設備,該制造方法包括以下步驟:(1)將陶瓷粉等靜壓燒結制成組織均勻致密的陶瓷錠;(2)將陶瓷錠頂部研磨形成具有等高尖角的正四棱錐陣列;(3)將磨好的陶瓷錠尖端表面涂覆金剛石膜,即得到拋光墊修整器。該制造設備包括等靜壓燒結裝置、數控平面磨床和涂膜裝置,所述數控平面磨床采用V型砂輪,所述數控平面磨床設置有用于修整V型砂輪的在線自動修整機構。本發明通過研磨組織均勻致密的陶瓷錠,形成穩定的具有等高尖角的三維結構化表面,可有效解決因模具直接壓制的三維結構化表面尖部組織松散的問題,避免在使用中導致尖部容易破裂而使晶圓刮傷。
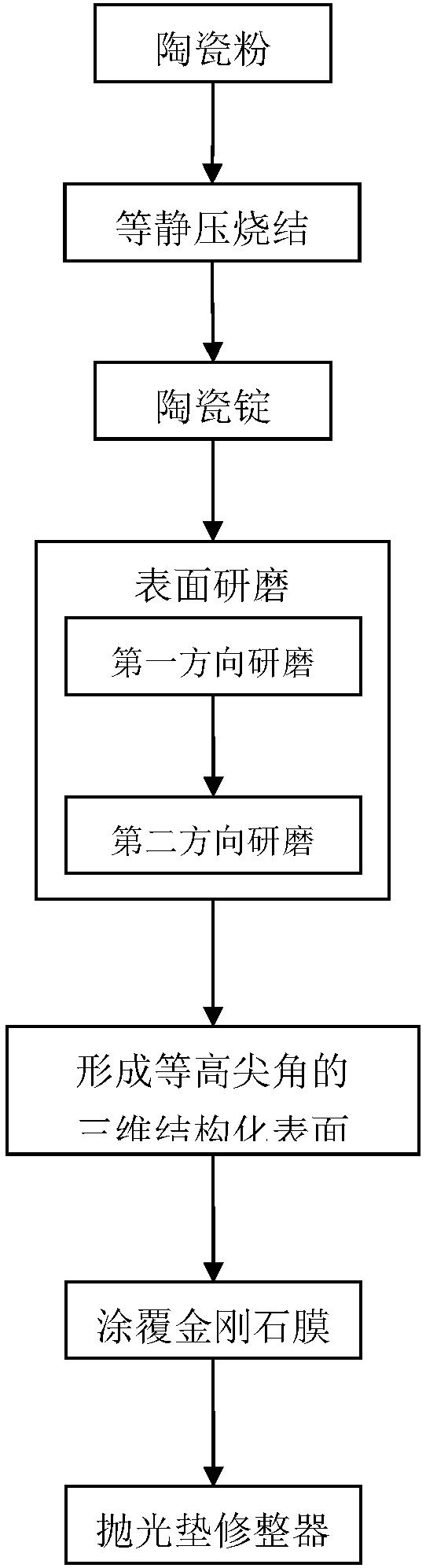
2.根據權利要求1所述的拋光墊修整器的制造方法,其特征在于:步驟(2)中的研磨的方法包括以下步驟:(2.1)使用V型砂輪對陶瓷錠頂部的表面進行第一方向研磨,形成多條第一方向V型溝槽;其中,任意相鄰的兩條第一方向V型溝槽的相鄰斜面相交于陶瓷錠頂部的表面之下,形成等高的尖頂;(2.2)使用V型砂輪對陶瓷錠頂部的表面進行垂直于第一方向的第二方向研磨,形成多條第二方向V型溝槽;其中,任意相鄰的兩條第二方向V型溝槽的相鄰斜面相交于尖頂,形成等高的尖角;垂直交錯的第一方向V型溝槽和第二方向V型溝槽將陶瓷錠頂部分隔形成具有等高尖角的正四棱錐陣列。
3.根據權利要求2所述的拋光墊修整器的制造方法,其特征在于:步驟(2.1)和步驟(2.2)中的V型砂輪研磨時的槽寬大于槽距,設槽寬為W、研磨深度為D、槽距為P、砂輪夾角為θ,因且W>P,則
4.根據權利要求2所述的拋光墊修整器的制造方法,其特征在于:步驟(2.1)和步驟(2.2)中的V型砂輪在研磨時自動加深加工量,以補償V型砂輪在研磨中磨損導致的尺寸變化,保證尖角等高。
5.根據權利要求1所述的拋光墊修整器的制造方法,其特征在于:步驟(1)中的陶瓷粉為氮化硅粉、碳化硅粉或碳化鎢粉。
6.根據權利要求1所述的拋光墊修整器的制造方法,其特征在于:步驟(3)中的金剛石膜的厚度為3-20微米。
7.根據權利要求1所述的拋光墊修整器的制造方法,其特征在于:步驟(3)用化學氣相沉積法涂覆金剛石膜。
8.一種拋光墊修整器的制造設備,其特征在于,包括:一等靜壓燒結裝置,用于將陶瓷粉等靜壓燒結制成組織均勻致密的陶瓷錠;一數控平面磨床,用于將陶瓷錠頂部研磨形成具有等高尖角的正四棱錐陣列;以及一涂膜裝置,用于將磨好的陶瓷錠尖端表面涂覆金剛石膜;其中,所述數控平面磨床采用V型砂輪對陶瓷錠進行研磨,所述數控平面磨床設置有用于修整V型砂輪的在線自動修整機構。
9.根據權利要求8所述的拋光墊修整器的制造設備,其特征在于:所述在線自動修整機構包括一修整座和兩個金剛石磨塊,兩個金剛石磨塊對稱固定在修整座的上部,兩個金剛石磨塊的工作面分別設置有一金剛石磨料層,兩個金剛石磨料層之間形成V型夾角。
10.根據權利要求9所述的拋光墊修整器的制造設備,其特征在于:所述數控平面磨床的工作臺上設置有電磁吸盤,所述修整座安裝在電磁吸盤的后部,所述電磁吸盤的上方吸附有用于固定放置陶瓷錠的磁性平板。









 豫公網安備41019702003646號
豫公網安備41019702003646號