

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201611042975.6申請人:東莞市金利威磨料磨具有限公司發明人:陳新強摘要:本發明公開了一種彈性磨片的配方,包括上下復合的細料層和粗料層,粗料層的原料包括:SG磨料...
申請號:201611042975.6申請人:東莞市金利威磨料磨具有限公司
發明人:陳新強
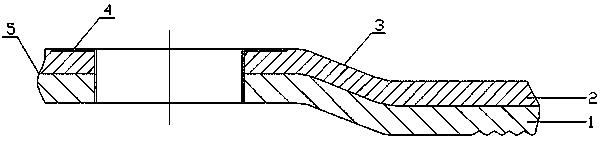
摘要: 本發明公開了一種彈性磨片的配方,包括上下復合的細料層和粗料層,粗料層的原料包括:SG磨料、高溫煅燒棕剛玉、白剛玉、液體酚醛樹脂、液體丁晴橡膠、粉狀酚醛樹脂、脫色脫蠟蟲膠粉、金剛石粉、納米級氣相二氧化硅、氧化鎂粉、鈦白粉、酞青綠;所述細料層的原料包括:棕剛玉、白剛玉、液體酚醛樹脂、液體丁晴橡膠、粉狀酚醛樹脂、脫色脫蠟蟲膠粉、氟硼酸鉀、納米級氣相二氧化硅、氧化鎂粉、鈦白粉、酞青綠。本發明所制得的彈性磨片無需柔曲和柔化,拋磨手感好,不崩邊,耐用度高,柔韌性佳,最大可彎曲角度達52°,適應性強,可滿足軸承行業對精磨和拋光等精密加工的需要,被加工工件表面精度高。
2.根據權利要求1所述的一種彈性磨片的配方,其特征在于,所述液體酚醛樹脂的粘度為200-500mPa·s(25℃)。
3.根據權利要求1所述的一種彈性磨片的配方,其特征在于,所述粗料層和細料層的原料中液體丁晴橡膠的加入量,按液體酚醛樹脂:液體丁晴橡膠=4:1保持不變。
4.根據權利要求1所述的一種彈性磨片的配方,其特征在于,所述粗料層的原料中SG磨料、高溫煅燒棕剛玉、白剛玉三種磨料的總份數保持100份不變。
5.根據權利要求1所述的一種彈性磨片的配方,其特征在于,所述細料層的原料中棕剛玉、白剛玉兩種磨料的總份數保持100份不變。
6.一種如權利要求1所述的彈性磨片的加工方法,其特征在于,包括以下步驟:(1)分別將所述粗料層和細料層各組分按重量份配比配料;(2)將所述液體酚醛樹脂與液體丁晴橡膠按配比量混合攪拌均勻,并將所述納米級氣相二氧化硅均勻研磨進所述液體酚醛樹脂與液體丁晴橡膠的混合液中,制得納米氣相二氧化硅和丁晴橡膠改性酚醛樹脂液體;(3)將所述粗料層配方中的粉狀酚醛樹脂、脫色脫蠟蟲膠粉、金剛石粉、氧化鎂粉放進預粉設備中混合均勻,制得粗料層預制粉;將細料層配方中的粉狀酚醛樹脂、所述脫色脫蠟蟲膠粉、氟硼酸鉀、氧化鎂粉放進預粉設備中混合均勻,制得細料層預制粉;(4)將粗料層配方中的80目的SG磨料、80目的高溫煅燒剛玉、60目的白剛玉放進雙鍋逆流混料鍋上鍋中混合均勻,然后加入步驟(2)制得的改性酚醛樹脂液體并攪拌均勻,然后先后依次加入鈦白粉和酞青綠并攪拌均勻,制得粗料層濕砂;將細料層配方中的100目的棕剛玉、所述80目的白剛玉放進雙鍋逆流混料鍋上鍋中混合均勻,然后加入步驟(2)制得的改性酚醛樹脂液體并攪拌均勻,然后先后依次加入鈦白粉和酞青綠并攪拌均勻,制得細料層濕砂;(5)將步驟(3)制得的粗料層預制粉加入雙鍋逆流混料鍋下鍋中,并與步驟(4)中制得的粗料層濕砂快速攪拌均勻,制得粗料層混合料;將步驟(3)制得的細料層預制粉加入雙鍋逆流混料鍋下鍋中,并與步驟(4)中制得的細料層濕砂快速攪拌均勻,制得細料層混合料;(6)將步驟(5)制得的粗料層混合料放置于恒溫恒濕條件下停放24小時以上,每隔8小時過36目篩網一次,得到均勻松散的粗料層成型料;將步驟(5)制得的細料層混合料放置于恒溫恒濕條件下停放24小時以上,每隔6小時過40目篩網一次,得到均勻松散的細料層成型料;(7)采用平攤料壓成鈸形和二次壓制的溫壓工藝成型;(8)將成型好的半成品用鋁墊板隔開,穿軸疊裝并彈簧加壓,然后采用豎向裝爐的方式進行硬化,最高硬化溫度155-175℃,最高溫保溫時間4-8小時,總硬化時間18-26小時,然后緩慢冷卻至室溫卸片即得到本發明的彈性磨片成品。
7.根據權利要求6所述的一種彈性磨片的配方的加工方法,其特征在于,步驟(7)中成型工藝如下:首先將成型模具溫度加熱至70-80℃,并保持恒溫;在模具鈸形凹面模底板上沿模具芯棒依次放入孔環、無紡布并壓平;按彈性磨片設計投料量投細料層成型料并刮平;再放入一張8-11目210-420克無堿玻璃纖維增強網片并壓平;按彈性磨片設計投料量投磨削面粗料層成型料并刮平;蓋上鈸形模具蓋板;然后過40噸壓機10MPa壓力條件下保壓1-2秒,預壓成型,平形攤料的坯體被壓成為鈸形彈性磨片毛坯;整套模具經過180°翻轉后再過60噸壓機10MPa壓力條件下保壓2-3秒,壓制成型,鈸形彈性磨片毛坯經過二次壓制成為上下層密度均勻一致的鈸形彈性磨片半成品。








 豫公網安備41019702003646號
豫公網安備41019702003646號