

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201610332391.6申請人:江蘇超峰工具有限公司發明人:陳銀福陳超摘要:本發明公開了一種高強度耐磨金剛石鋸片及其冷壓成型工藝,該金剛石鋸片按照體積分數包括主料:金剛...
申請號:201610332391.6申請人:江蘇超峰工具有限公司
發明人:陳銀福 陳超
摘要:本發明公開了一種高強度耐磨金剛石鋸片及其冷壓成型工藝,該金剛石鋸片按照體積分數包括主料:金剛石12?15%、銅20?26%、鐵40?42%、錫3?8%、鎳5?10%、鈷5?10%以及輔料合金粉3?5%;主要經配料?預混合?總混?冷壓成型?燒結?冷卻?表面處理?噴漆?開刃等步驟來生產該金剛石鋸片,通過本發明的配方以及工藝生產的金剛石鋸片其強度增強,耐磨性也提高,在實際使用的過程中壽命延長,大大的節省了生產成本,節約了資源,并且該工藝在成產過程中環保、衛生、安全。
2.一種高強度耐磨金剛石鋸片冷壓成型工藝,其特征在于,包括以下步驟: (1)配料:按照體積分數配比選取主料金剛石、銅、鐵、錫、鎳、鈷以及合金粉,備用; (2)預混合:采用預混合機構,先將鐵和鈷混合,混合30-40min,鐵和鈷混合完畢后,從預混合機構的進料設備中同時加入剩下的金剛石、銅、錫、鎳以及合金粉,銅的進料速度設為金剛石進料速度的1.5-2倍,干料預混合的時間為5-6h; (3)總混:采用總混機構,向經步驟(2)預混合的干料中加入潤濕劑,攪拌均勻,潤濕時間2-3h,潤濕劑的使用量為原料總量的1/1000; (4)冷壓:備好模具,冷壓成型前在模具中裝好基體,總混后的混合料經稱料、裝粉工序加入到冷壓成型設備的模具中進行一體壓制成型,最后脫膜,冷壓壓力為2.5-3.5T/cm2,保壓3-5s,壓制時間8-10s; (5)燒結:經步驟(4)冷壓成型的粗品通過升降機構將若干燒結爐輸送至燒結區域,在燒結區域設有與每個所述燒結爐對應的燒結支座,所述燒結支座上豎向設有若干裝片夾和石墨板夾,所述裝片夾與所述石墨板夾間隔設置,燒結時,先在每個裝片夾上裝金剛石鋸片粗品,同時石墨板夾上裝上石墨板,接著,燒結爐通過升降機構對應輸送至燒結支座位置,并通過密封連接結構密封連接,加熱溫度T=860-880℃,燒結時間1.5-2h,在燒結過程中通入氮氫混合氣,通入量為0.5-0.8m3/min; (6)冷卻:燒結完成后,通過升降機構將燒結爐移出,繼續通過氮氫混合氣冷卻,通入量0.8-1.0 m3/min,冷卻時間2-2.5h,制成半成品; (7)表面處理:冷卻后的金剛石半成品裝入多工位旋轉處理盤上,經過旋轉的多個鋼絲輪進行表面處理,去灰,去氧化皮,旋轉處理盤的轉速為15-20r/min,鋼絲輪的轉速為30-40 r/min; (8)噴漆:經表面處理過的金剛石半成品裝在噴漆架上噴金屬漆; (9)開刃:噴完漆的金剛石半成品裝在開刃裝置上開刃,開刃裝置上設有砂輪,砂輪的轉速為30-35 r/min; (10)印字、包裝、入庫。
3.根據權利要求2所述的一種高強度耐磨金剛石鋸片冷壓成型工藝,其特征在于,所述步驟(2)與所述步驟(3)所使用的預混合機構和總混機構為一體化混合設備,該一體化混合設備上端設置預混合機構,下端設置總混機構,預混合機構與總混機構之間通過開關閥門控制下料,并且在總混機構的外周上設置一圈潤濕劑管道,潤濕劑管道下方等距離間隔設置潤濕劑進料器。
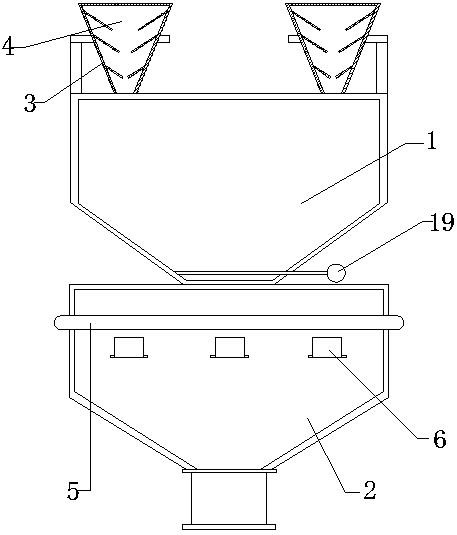
4.根據權利要求3所述的一種高強度耐磨金剛石鋸片冷壓成型工藝,其特征在于,所述步驟(2)“預混合”過程中使用的進料設備的進料口處設置多個進料槽,每個進料槽對應一種原料,每個進料槽均為錐形筒,每個錐形筒內豎向設有3-5個下料口口徑依次減小的過渡漏斗,并且銅的進料槽內最下端的一個過渡漏斗的下料口口徑設為金剛石進料槽內最下端的一個過渡漏斗的下料口口徑尺寸的1.5-2倍。
5.根據權利要求2所述的一種高強度耐磨金剛石鋸片冷壓成型工藝,其特征在于,所述步驟(5)“燒結”過程中使用的燒結爐為移動式電爐,輸送機構為杭車升降設備,所述密封連接結構分為上密封連接結構和下密封連接結構,每個所述移動式電爐內設置爐罩,并在所述爐罩的底邊設置一圈上密封連接結構,所述上密封連接結構為底面帶有若干橫截面為錐形形狀的卡合件一,并且每個所述錐形形狀的尖端部位設置為圓弧形。
6.根據權利要求5所述的一種高強度耐磨金剛石鋸片冷壓成型工藝,其特征在于,所述燒結支座上設有與所述上密封連接結構密封吻合卡接的卡合件二。
7.根據權利要求6所述的一種高強度耐磨金剛石鋸片冷壓成型工藝,其特征在于,所述燒結支座上設置的若干裝片夾和石墨板夾,所述裝片夾與所述石墨板夾中間均為圓形容置槽、兩邊均為U型裝夾槽,石墨板夾采用石墨制成,并在所述石墨板上設置蜂窩狀的通氣孔。
8.根據權利要求2-7任一項所述的一種高強度耐磨金剛石鋸片冷壓成型工藝,其特征在于,所述步驟(7)“表面處理”過程中所使用的多工位旋轉處理盤包括操作臺、旋轉處理盤,傳動機構,傳動機構帶動旋轉處理盤在操作臺上勻速轉動,旋轉處理盤上設置多個定位柱,每個定位柱上對應設置一個金剛石鋸片,鋼絲輪設置在旋轉處理盤側方內,并且鋼絲輪對準定位柱的正上方設置。
9.根據權利要求8所述的一種高強度耐磨金剛石鋸片冷壓成型工藝,其特征在于,所述步驟(7)“表面處理”過程與所述步驟(9)“開刃”過程中均設有吸塵設備。








 豫公網安備41019702003646號
豫公網安備41019702003646號