

 手機資訊
手機資訊 官方微信
官方微信摘要 申請?zhí)?201610328815.1申請人:燕山大學發(fā)明人:陳俊云;靳田野&
申請?zhí)? 201610328815.1
申請人: 燕山大學
發(fā)明人: 陳俊云; 靳田野
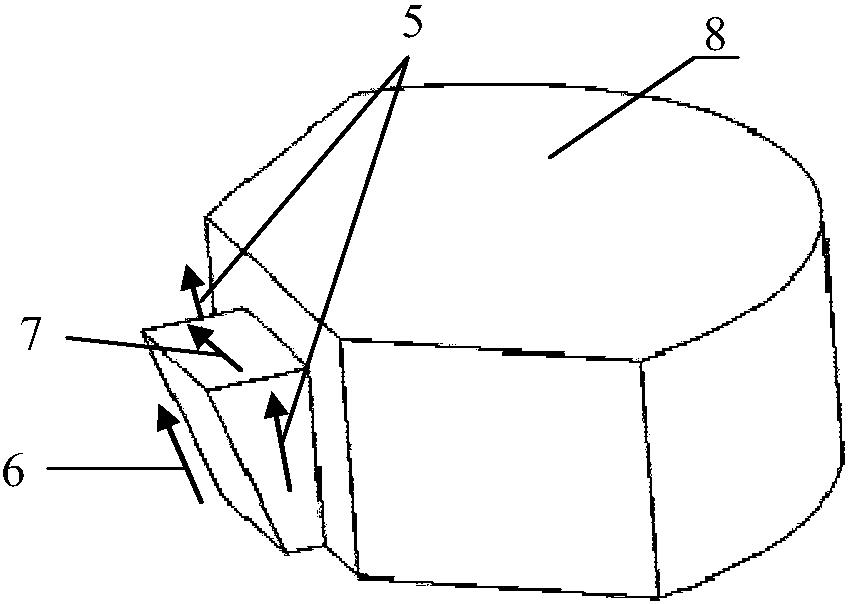
摘要: 一種納米孿晶立方氮化硼微車削刀具的精密加工方法,其主要是:將nt cBN塊材焊在刀桿上,采用飛秒激光對其外形輪廓進行粗加工;再對nt cBN塊材兩個側(cè)面及前面進行切割加工,使其具備微切削刀具的基本外形輪廓;對微刀具胚材進行FIB精細銑削加工,利用4自由度移動平臺以及智能FIB銑削系統(tǒng)對刀具胚材的四個平面進行精密加工,平面加工先后順序為刀具側(cè)面、后刀面和前刀面;刀具整體形貌加工完成后,對刀具后刀面和前刀面切削刃進行再次修銳。本發(fā)明不受刀具機械性能的限制,能夠?qū)Τ瞡t cBN塊材進行高效、高質(zhì)量加工,且粗加工過程有效地降低了FIB銑削時的材料去除余量,提高了加工效率;加工出的微車削刀具表面粗糙度低,刀具刃口極為鋒利。
申請人: 燕山大學
發(fā)明人: 陳俊云; 靳田野
摘要: 一種納米孿晶立方氮化硼微車削刀具的精密加工方法,其主要是:將nt cBN塊材焊在刀桿上,采用飛秒激光對其外形輪廓進行粗加工;再對nt cBN塊材兩個側(cè)面及前面進行切割加工,使其具備微切削刀具的基本外形輪廓;對微刀具胚材進行FIB精細銑削加工,利用4自由度移動平臺以及智能FIB銑削系統(tǒng)對刀具胚材的四個平面進行精密加工,平面加工先后順序為刀具側(cè)面、后刀面和前刀面;刀具整體形貌加工完成后,對刀具后刀面和前刀面切削刃進行再次修銳。本發(fā)明不受刀具機械性能的限制,能夠?qū)Τ瞡t cBN塊材進行高效、高質(zhì)量加工,且粗加工過程有效地降低了FIB銑削時的材料去除余量,提高了加工效率;加工出的微車削刀具表面粗糙度低,刀具刃口極為鋒利。
主權(quán)利要求
1.一種納米孿晶立方氮化硼微車削刀具的精密加工方法,其特征在于:1)將圓柱形nt-cBN塊材焊在刀桿上,使用飛秒激光對塊材進行平面減薄,即采用飛秒激光對其外形輪廓進行粗加工;采用低功率飛秒激光光束在nt-cBN塊材上進行X、Y軸方向進給,進行平面減薄;并重復(fù)加工,直到材料厚度小于250μm;2)采用較高功率(60mW)飛秒激光光束分別對nt-cBN塊材兩個側(cè)面及前面進行切割加工,使其最終體現(xiàn)出微切削刀具的基本外形輪廓及后刀面,初始刀尖角80°;3)對微刀具胚材進行FIB精細銑削加工,利用4自由度移動平臺以及智能FIB銑削系統(tǒng)對刀具胚材的四個平面進行精密加工,其中包括前刀面、后刀面以及兩個刀具側(cè)面,其中,前、后刀面刀具角度根據(jù)技術(shù)指標要求加工,兩個刀具側(cè)面垂直于水平線,平面加工先后順序為刀具側(cè)面、后刀面和前刀面;4)刀具整體形貌加工完成后,采用低電流離子束重復(fù)對刀具后刀面和前刀面切削刃進行再次修銳,使其刃口鈍圓半徑進一步減小,切削刃更加鋒利。
1.一種納米孿晶立方氮化硼微車削刀具的精密加工方法,其特征在于:1)將圓柱形nt-cBN塊材焊在刀桿上,使用飛秒激光對塊材進行平面減薄,即采用飛秒激光對其外形輪廓進行粗加工;采用低功率飛秒激光光束在nt-cBN塊材上進行X、Y軸方向進給,進行平面減薄;并重復(fù)加工,直到材料厚度小于250μm;2)采用較高功率(60mW)飛秒激光光束分別對nt-cBN塊材兩個側(cè)面及前面進行切割加工,使其最終體現(xiàn)出微切削刀具的基本外形輪廓及后刀面,初始刀尖角80°;3)對微刀具胚材進行FIB精細銑削加工,利用4自由度移動平臺以及智能FIB銑削系統(tǒng)對刀具胚材的四個平面進行精密加工,其中包括前刀面、后刀面以及兩個刀具側(cè)面,其中,前、后刀面刀具角度根據(jù)技術(shù)指標要求加工,兩個刀具側(cè)面垂直于水平線,平面加工先后順序為刀具側(cè)面、后刀面和前刀面;4)刀具整體形貌加工完成后,采用低電流離子束重復(fù)對刀具后刀面和前刀面切削刃進行再次修銳,使其刃口鈍圓半徑進一步減小,切削刃更加鋒利。







 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號