

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201610381492.2申請人:中國有色桂林礦產地質研究院有限公司發明人:陳家榮林峰陳超肖樂銀摘要:本發明為一種金剛石磨輪自動上砂增厚系統及使用方法,本系統中心控制器連...
申請號:201610381492.2申請人:中國有色桂林礦產地質研究院有限公司
發明人:陳家榮 林峰 陳超 肖樂銀
摘要:本發明為一種金剛石磨輪自動上砂增厚系統及使用方法,本系統中心控制器連接控制時控任意波形穩流電源、驅動磨輪胎體的A電機和驅動金剛石盒的B電機。頂面為多孔板的金剛石盒處于中部,胎體安放柱上套裝磨輪胎體處于其下方。使用方法為:先清洗磨輪胎體并安裝于胎體安放柱上,酸洗磨輪胎體的磨輪部分,金剛石盒內裝足砂,系統吊入鍍液槽,鍍液淹沒金剛石盒。磨輪胎體多次正反轉進行預鍍;金剛石盒暫時倒轉拋砂進行上砂;磨輪胎體轉動各部分輪流朝上繼續上砂;磨輪胎體多次正反轉完成增厚;過程中控制適當電流密度;完成磨輪加工。本發明結構簡單,操作方便,上砂均勻,實現金剛石磨輪預鍍、上砂、增厚的全程自動化;效率質量明顯提高。
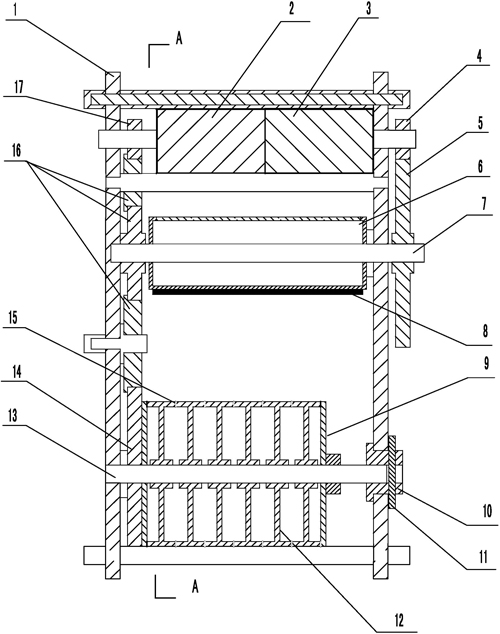
2.根據權利要求1所述的金剛石磨輪自動上砂增厚系統,其特征在于: 所述胎體安放柱(13)上,首個磨輪胎體(12)前和末個磨輪胎體(12) 后各安裝一塊陰極擋板(9),陰極擋板(9)為直徑等于或大于磨輪胎體(12) 的金屬圓板,陰級擋板(9)與胎體安放柱(13)上的接線位連接。
3.根據權利要求1或2所述的金剛石磨輪自動上砂增厚系統,其特征在 于: 所述相鄰的磨輪胎體(12)之間或陰極擋板(9)和相鄰的磨輪胎體(12) 之間有內外徑與磨輪胎體(12)相配合的環形絕緣片(15)。
4.根據權利要求1所述的金剛石磨輪自動上砂增厚系統,其特征在于: 所述金剛石盒(6)頂面的多孔板長度至少大于磨輪胎體組裝機構上所安 裝的磨輪胎體(12)的軸向總長度30厘米,多孔板寬度為8~12厘米。
5.根據權利要求4所述的金剛石磨輪自動上砂增厚系統,其特征在于: 所述金剛石盒(6)的多孔板為可裝卸的板,配有80~400目的不同孔徑 的多塊多孔板。
6.根據權利要求1所述的金剛石磨輪自動上砂增厚系統,其特征在于: 所述陽極板(8)的長度至少大于磨輪胎體組裝機構上所安裝的磨輪胎體 (12)軸向總長度30厘米,陽極板(8)寬度為為8~12厘米,陽極板(8) 可拆卸地安裝于金剛石盒(6)底面。
7.根據權利要求1所述的金剛石磨輪自動上砂增厚系統,其特征在于: 所述胎體安放柱(13)無齒輪的一端通過裝卸扣(10)和裝卸銷(11) 與框架(1)的側板連接并軸向鎖定; 所述裝卸扣(10)為環形部件,其內徑等于胎體安放柱的外徑,其外側 面為臺階環面,較小的一端外徑等于框架(1)側板上的固定孔孔徑,較大的 一端外徑大于框架(1)側板上的固定孔孔徑,裝卸扣(10)較小的一端有與 裝卸銷(11)配合的銷孔,裝卸扣(10)外環臺階面與銷孔側壁的距離等于 框架(1)側板的厚度,裝卸銷(11)的長度大于裝卸扣(10)較小一端的外 徑;胎體安放柱(13)無齒輪的末端插于裝卸扣(10)的內孔、且處于裝卸 銷(11)前方。
8.根據權利要求1或2所述的金剛石磨輪自動上砂增厚系統的使用方法, 其特征在于主要步驟如下: Ⅰ、清洗磨輪胎體 將準備加工的磨輪胎體(12)浸沒于除油液清洗除油3~10分鐘,之后 用清水清洗3~5次,將磨輪胎體(12)套在磨輪胎體組裝機構的胎體安放柱 (13)上,每一個磨輪胎體(12)對應一個接線位并與之連接,相鄰的磨輪 胎體(12)之間放置內外徑與磨輪胎體(12)相配合的環形絕緣片(15),使 相鄰的磨輪胎體(12)相互絕緣,鍵固定連接各磨輪胎體(12)與胎體安放 柱(13);胎體安放柱(13)的一端安裝裝卸扣(10)和裝卸銷(11),使胎 體安放柱(13)與框架(1)側板連接并軸向固定; Ⅱ、酸洗磨輪胎體12的磨輪部分 將步驟I安裝在胎體安放柱(13)上的各磨輪胎體(12)的磨輪部分浸 入酸洗液中3~8分鐘,之后用清水清洗磨輪部分3~5次; Ⅲ、安裝金剛石盒6 根據準備加工的磨輪粒度,選擇安裝相應的金剛石盒多孔板;從金剛石 盒(6)側面的裝料口裝入相應目數的金剛石砂,裝入量至少為金剛石盒(6) 容量的1/2; 金剛石盒(6)的初始狀態為多孔板朝上; 將安裝了磨輪胎體(12)和金剛石盒(6)的本系統吊裝放入鍍液槽內, 胎體安放柱(13)及其上的各磨輪胎體(12)處于鍍液槽下部,鍍液淹沒金 剛石盒(6),鍍液液面至少高于金剛石盒(6)頂面1厘米; Ⅳ、預鍍 中心控制器控制時控任意波形穩流電源啟動,輸出的電流密度為150~ 250mA/dm2;同時控制B電機(2)的正反轉,使磨輪胎體組裝機構的胎體安 放柱(13)與其上的磨輪胎體(12)正向轉動280~320度再反向轉動相同角 度,一次往復轉動為一個周期,每個周期為0.7~1.5分鐘,持續8~15分鐘, B電機(2)暫停; Ⅴ、第一次上砂 中心控制器控制A電機(3)短暫啟動,使金剛石盒(6)轉動180度、 頂面的多孔板朝下,拋灑金剛石,停于此狀態4~6秒,A電機(3)再次短 暫啟動,金剛石盒(6)轉動180度恢復多孔板朝上的初始狀態; 此步驟進行過程中時控任意波形穩流電源保持步驟Ⅳ時輸出的電流密度 不變,持續8~12分鐘; Ⅵ、繼續上砂 中心控制器控制B電機(2)的轉動,使磨輪胎體組裝機構的胎體安放柱 (13)與其上的磨輪胎體(12)順時針或逆時針轉動60度后停止;控制A 電機(3)短暫啟動,使金剛石盒(6)轉動180度頂面的多孔板朝下,停于 此狀態4~6秒,A電機(3)再次短暫啟動,金剛石盒(6)轉動180度恢復 多孔板朝上的初始狀態;此步驟進行過程中時控任意波形穩流電源保持步驟 Ⅳ時輸出的電流密度不變,持續8~12分鐘; 此步驟Ⅵ重復五次,胎體安放柱(13)與其上的磨輪胎體(12)每次轉 動的方向相同,之后進入下一步驟; Ⅶ、增厚 中心控制器控制B電機(2)的轉動,使磨輪胎體組裝機構的胎體安放柱 (13)與其上的磨輪胎體(12)順時針或逆時針轉動660~690度,再反向轉 動相同角度,一次往復轉動為一個周期,每個周期為1.5~2.5分鐘,與此同 時中心控制器控制時控任意波形穩流電源輸出的電流密度為250~ 350mA/dm2;本步驟持續160~200分鐘; Ⅷ、完成磨輪加工 將本系統從鍍液槽中起吊移出; 拆下裝卸銷(11),取出裝卸扣(10),從框架(1)上取出胎體安放柱(13) 及其上的磨輪,從胎體安放柱(13)上把各加工后的磨輪拆卸下來; 清水漂洗磨輪3~5次。
9.根據權利要求8所述的金剛石磨輪自動上砂增厚系統,其特征在于: 所述步驟Ⅰ中首個磨輪胎體(12)前和末個磨輪胎體(12)后各安裝一 塊陰極擋板(9),陰極擋板(9)為直徑等于或大于磨輪胎體(12)的金屬圓 板,陰級擋板與接線位連接;所述陰極擋板(9)和相鄰的磨輪胎體(12)之 間有內外徑與磨輪胎體相配合的環形絕緣片(15)。








 豫公網安備41019702003646號
豫公網安備41019702003646號