

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201610270021.4申請人:深圳市力博刀具技術有限公司發明人:張明菊吳建軍林世民摘要:本發明公開了一種單晶金剛石刀具加工方法以及單晶金剛石刀具。本發明包括以下步驟:...
申請號:201610270021.4申請人:深圳市力博刀具技術有限公司
發明人:張明菊 吳建軍 林世民
摘要:本發明公開了一種單晶金剛石刀具加工方法以及單晶金剛石刀具。本發明包括以下步驟:1)、準備單晶金剛石材料,2)、加工硬質合金基體端部,便于單晶金剛石材料的定位和焊接,3)、將單晶金剛石材料焊接在硬質合金基體端部形成單晶金剛石刀具,4)、根據刀具外觀輪廓設計要求采用激光切削法加工單晶金剛石刀具,5)、采用熱化學拋光法研磨單晶金剛石刀具的刀具刃口。本發明采用激光加工單晶金剛石刀具,避免了機械加工方法造成的表面沖擊溝痕;用熱化學拋光法研磨單晶金剛石刀具的刀具刃口,易于研磨出高質量的刀具刀刃;激光加工時,單晶金剛石刀具表面涂覆涂層,有效防止激光的透射和反射,提高刀具加工的效率和質量。
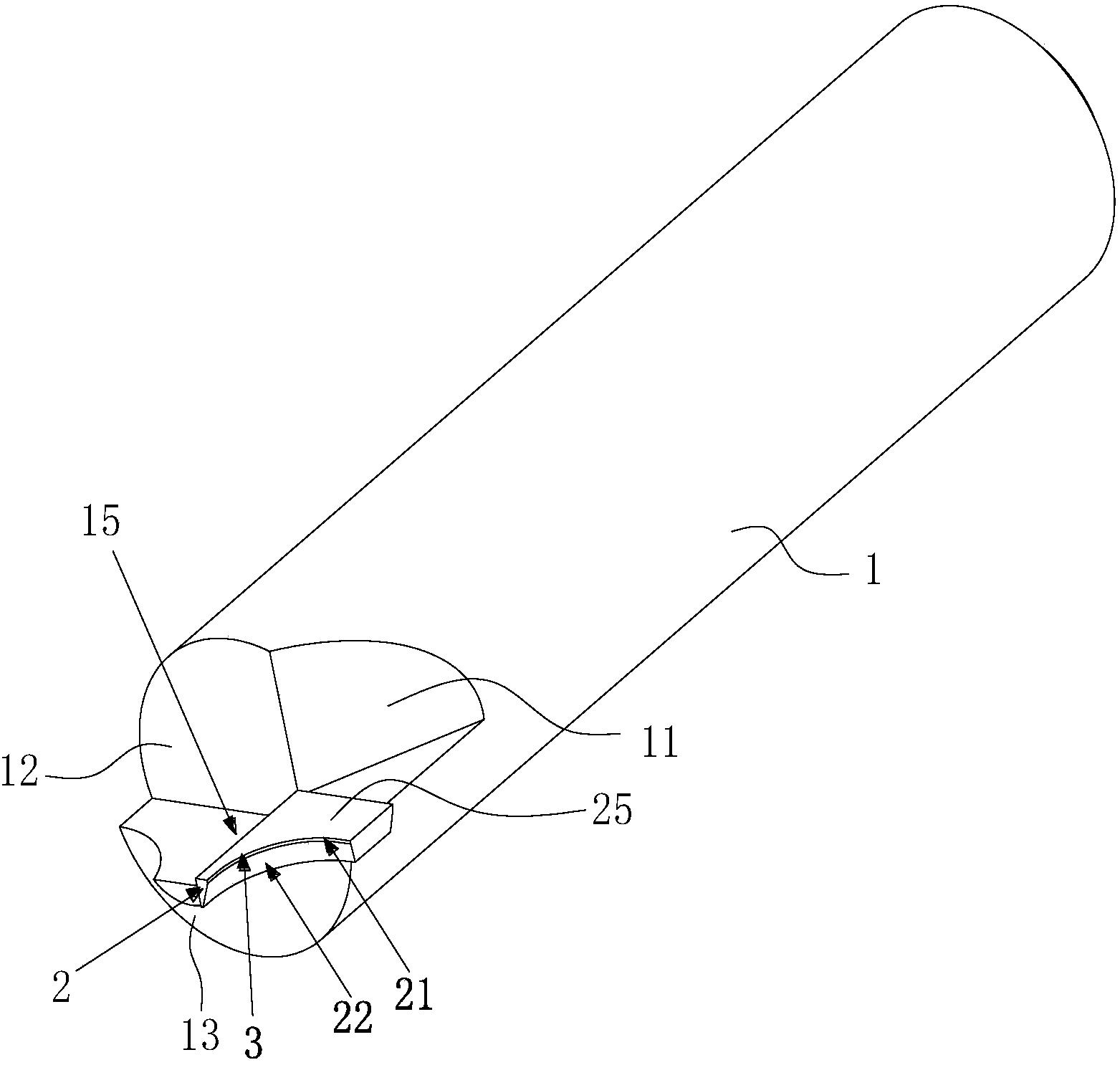
2.根據權利要求1所述的單晶金剛石刀具加工方法,其特征在于:所述步驟2)為:首先在硬質合金基體端部切削出兩個相互垂直的切削面,與硬質合金基體底部平行的切削面和硬質合金基體構成焊接平臺,另一個切削面為焊接面,然后在焊接平臺上開設出排屑槽,并在排屑槽靠近焊接面的一側預留出定位面,最后在硬質合金基體端部突出部分遠離焊接面的一側開設出形狀為內凹弧面的避空面;所述步驟3)為:單晶金剛石刀具的底面放置在定位面上,其側面緊貼焊接面并采用真空焊接法焊接于焊接面,與焊接面相互平行的單晶金剛石刀具的表面為前刀面。
3.根據權利要求2所述的單晶金剛石刀具加工方法,其特征在于:所述單晶金剛石材料透明、無裂痕且選定作為前刀面的單晶金剛石表面光滑、平整、無劃痕。
4.根據權利要求1所述的單晶金剛石刀具加工方法,其特征在于:在進行步驟3)加工前,采用蒸汽清洗單晶金剛石刀具表面,并在單晶金剛石表面涂覆涂層,涂層覆蓋整個單晶金剛石表面,涂層厚度0.1~0.2mm。
5.根據權利要求4所述的單晶金剛石刀具加工方法,其特征在于:在所述步驟4)中,激光切削加工完成后采用工業酒精擦拭去除單晶金剛石刀具表面涂層,然后用蒸汽清洗單晶金剛石刀具。
6.根據權利要求4所述的單晶金剛石刀具加工方法,其特征在于:所述涂層為白色的漆層。
7.根據權利要求1所述的單晶金剛石刀具加工方法,其特征在于:在所述步驟5)中,刀具刃口的研磨拋光方法具體為:在氫氣或者惰性氣體的氣氛中,使用經過加熱的鐵質研磨棒與刀具刃口表面接觸并相對滑動,單晶金剛石晶格中的碳原子擴散到鐵晶體晶格中,實現對刀具刃口進行拋光。
8.一種采用權利要求1-7任一項所述單晶金剛石刀具的加工方法加工而成的單晶金剛石刀具,其特征在于:包括基體和單晶金剛石刀具,所述基體一端開設有焊接平臺,該焊接平臺兩側的基體上分別設避空面和排屑槽,所述避空面為內凹的弧面,其中垂直于所述焊接平臺的切削面為焊接面,所述排屑槽與焊接面之間預留有定位面,所述定位面位于焊接平臺所在的平面,所述單晶金剛石刀具底面放置在定位面上,其側面緊貼焊接面并焊接于焊接面,所述單晶金剛石刀具包括第二后刀面、第一后刀面、前刀面和刀具刃口,所述前刀面與焊接面平行,所述第二后刀面、第一后刀面和刀具刃口位于遠離焊接平臺的一側,所述第一后刀面與前刀面之間的交線為刀具刃口。
9.根據權利要求8所述的單晶金剛石刀具,其特征在于:第一后刀面為內凹的弧面,其弧面的母線與單晶金剛石刀具軸中心面的垂直面的夾角為第一后角,所述第一后角的范圍為3~5°。
10.根據權利要求8所述的單晶金剛石刀具,其特征在于:第二后刀面為內凹的弧面,其弧面的母線與單晶金剛石刀具軸中心面的垂直面的夾角為第二后角,所述第二后角的范圍為20~25°。







 豫公網安備41019702003646號
豫公網安備41019702003646號