

 手機資訊
手機資訊 官方微信
官方微信
2009年12月17日英國微硼科技有限公司上海代表處在上海華東理工大學機械工程學院工程訓練中心舉辦了“微硼CBN刀具現場演示會”暨“首屆經銷商洽談大會”,眾多經銷商、業內專家和媒體共同見證了微硼CBN刀具在切削超硬材料上的杰出表現。
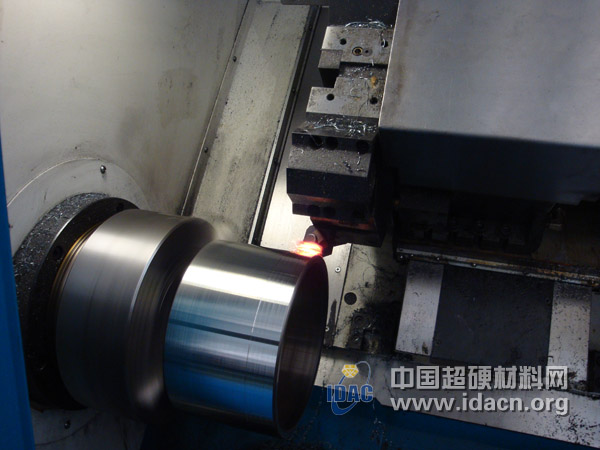
演示用車床為南通機床廠的SL50,切削零件為軸承外殼和灰口鑄鐵皮帶輪。
1.零件:軸承外殼(外徑214mm, 孔直徑190mm, 總長200mm)
材料:GCr15
硬度:HRC58-62
微硼CBN刀片:CNMA090408
加工:粗加工零件外徑表面。表面上有六條不規則槽,深度約為0.5mm,長度為零件總長
切割參數:
Vc = 200-240米/分
F = 0.20毫米/轉
Ap = 1毫米
微硼CBN刀片:CNMA090404
加工: 精車外圓
切割參數:
Vc = 200米/分
F = 0.8-0.12毫米/轉
Ap = 0.05-0.15毫米
切削后表面粗糙度為Ra=0.371μm
2.零件:皮帶輪(外徑200mm,厚度40 mm)
材料:灰口鑄鐵
硬度:HB170-230
微硼PCBN刀片:CNMN120408
加工:精/粗車削外圓
切割參數:
Vc= 1570米/分
F = 0.20毫米/轉
Ap = 2毫米
切削后表面粗糙度為Ra=0.31μm
顯而易見地,微硼的CBN在加工超硬材料(熱處理后硬度HRC60以上)和鑄件時,即使零件的表面為不規則圓,它的高耐沖擊性也可進行出色的切削,并可達到以車代磨的要求。
演示完成后,在場所有經銷商、業內專家和觀眾無不對微硼CBN刀具表現出的高精度、高效率切削而贊嘆。微硼科技也表示,不斷追求更高效率的切削是微硼人的奮斗目標,他們愿與業界人士不斷為推動金屬加工高效切削而努力。










 豫公網安備41019702003646號
豫公網安備41019702003646號