摘要 在傳統概念里,檢測僅僅被認為是一種判斷產品合格與否的手段,但隨著現今制造業向智能化轉型、處于大數據時代背景下的測量功能已發生了演化、拓展。本文以汽車制造企業為例,從測量功能的拓展對...
在傳統概念里,檢測僅僅被認為是一種判斷產品合格與否的手段,但隨著現今
制造業向智能化轉型、處于
大數據時代背景下的測量功能已發生了演化、拓展。本文以汽車制造企業為例,從測量功能的拓展對產品質量監控水平的提升,和利用多種手段采集數據中提取的信息,作為企業智能化制造的重要環節等多個方面,闡述了大數據時代測量功能的演變對現代企業的深刻影響。
“十二五”期間,我國制造業的信息化工程得到了快速發展,而近年來大數據的出現更有力地助推了國內制造業水平的提高。隨著“中國制造2025”的推出,通過利用互聯網激活傳統工業過程,明確了同時實現三項目標:降低企業對勞動力的依賴、滿足用戶個性化需求,并降低流通成本。而所采取的戰略主要為“智慧工廠”、“智能化生產”和“智能化物流”,其特點是智能化生產。而實現這個過程的基礎就是信息技術與工業技術的高度融合,網絡、計算機技術、軟件等與自動化技術的深度交織。
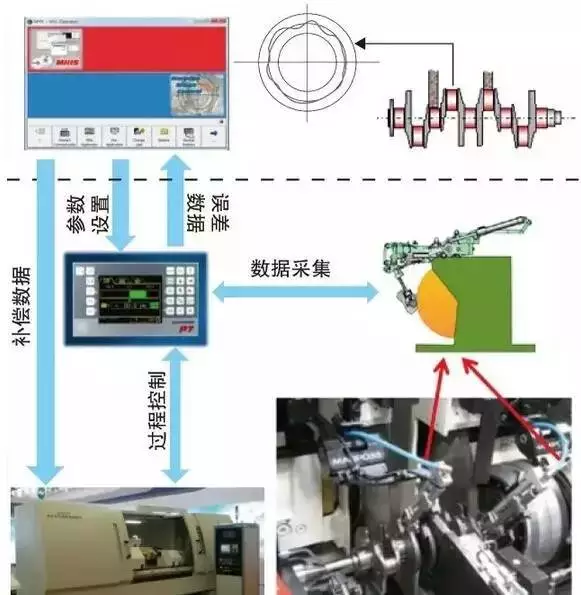 圖1 高性能曲軸磨床所配隨機主動量儀
圖1 高性能曲軸磨床所配隨機主動量儀 圖2 發動機曲軸加工的高性能磨床隨機主動量儀
圖2 發動機曲軸加工的高性能磨床隨機主動量儀
就以測量數據來講,為了能滿足產品質量的要求、降低制造成本、適應對汽車節能減排的強制性規定,半個多世紀以來發生了很大的變化。從早期的只設置最終檢驗、以對產品的實物質量進行評介,擴展到:①上世紀50年代出現的隨機量儀可在加工過程中控制零件質量,稱為in-process;②離線設置在工序間的檢測器具(稱為post-process),保證產品的制造質量提供了有效手段。這些在線檢測設備,多年來的單一控制線性尺寸參數的模式已突破,在融入了多種數字控制技術后,已經具備了邊加工、邊對工件圓度進行實時監測的功能。圖1所示即為國內自行研制成功的配在發動機曲軸加工的高性能磨床的一款隨機主動量儀,可同時完成對工件所有主軸頸、連桿頸的直徑、圓度的監測。其加工后的曲軸圓度可控制在2-3μm以內。工序間檢測設備也同樣有很大的進展,從最早很簡單的通用手動量具,經氣動量儀后又進入電子量儀普及的時代。圖2為自上世紀80年代起就風行業界的電子柱量儀,迄今還廣泛地應用于國內外汽車廠的生產線工序間。而作為鮮明對比的是圖3中的一個實例,來自一新建發動機廠的車間現場。這是位于加工中心旁的一測量單元,包括一臺通用機器人和一臺高效車間型坐標測量機。圖3中只顯示一臺加工中心,若需要也可同時為多臺設備服務。
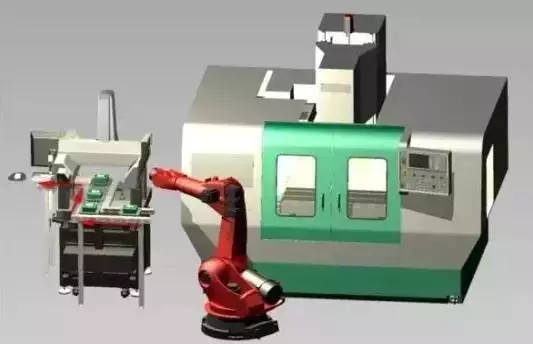 圖3 車間工序間檢測設備
圖3 車間工序間檢測設備
以上所述還只涉及檢測的“作業”層面的變化和發展,事實上,自上世紀80年代起,基于休哈特理論的統計過程控制(SPC)在以汽車制造業為代表的批量生產工廠已獲得了成功的、越來越普遍的應用。尤其是在融入了q-DAS公司性能優異、豐富的統計分析軟件后,利用所采集的大量數據,挖掘其背后隱藏的信息。如加工趨勢、切削
刀具的磨損規律等。圖4就是刀具磨損的一個案例,從圖中可清楚地看出,即使批量方式生產的工件均還處于合格的范圍,但是其變化的趨勢表明,為了確保產品的質量,極需提前發出更換刀具的預警。此類性能的實施將明顯提高對生產過程的監控水平。可見“測量”早已跨越了多年前的“產品實物質量檢驗”時期,在經歷了“生產過程實時監控”等階段后,已真正成為現代企業中質量體系的重要環節,更是成為進入智能化制造時代的不可或缺的手段。
*數據內涵的演變推進企業信息化水平
一般來說,生產型企業中涉及到的數據包括二大塊,其一是那些被稱為傳統性的數據,如與企業基本狀況相關的信息和類似于生產計劃,及銷售、原料(半成品)、產品庫存等企業管理方面的數據;其二則是由傳感器件采集的信息,包含各種測量數據,以及用于實時反映制造過程狀態的信息,其中既有與工序相關的、又有即時反映設備運行狀態等。近年來,制造的方式已逐漸從產品零部件規模化生產,經歷了按市場的實際需求轉為中、小批量的生產方式,并最后會發展成基于社會上個人需求的定制化生產模式。據此在生產之前就務必要預先確定( ERP系統 ),并將包括部件生產所需的全部信息事先存于虛擬現實中(PLM或PDM系統),至于所有其他相關的部件也要在虛擬環境中進行規劃,這些部件均有自己的“名稱”和“地址”,具備各自的身份信息。因此,這些部件“知道”什么時候,那條生產線或那個工藝工程需要它們,通過這種方式,它們才得以協商確定各自在數字化工廠中的運動路徑。然后再認真地解決在制造過程中和作業完成后,工件的識別問題,期間,控制系統還會實時調用生產設備自身和相應的加工信息(MES系統)。此外,在生產過程中以及在該零部件完成后,還設置了用于拮取、采集與產品制造質量相關信息的數量、種類眾多的檢測、傳感器件。
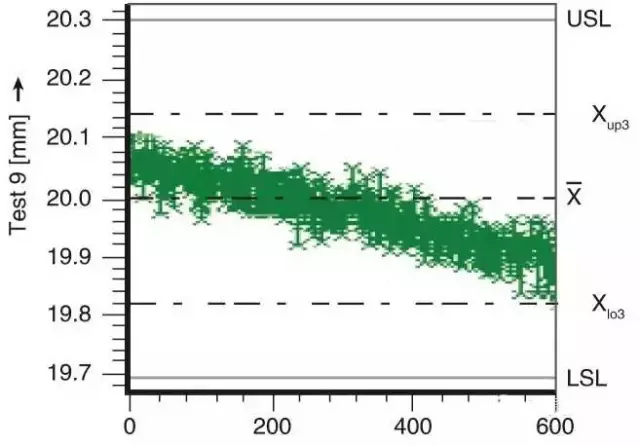 圖4 對工件在加工過程中刀具磨損的監控
圖4 對工件在加工過程中刀具磨損的監控
事實上,現今所采集到數據的職能已遠遠超出了評判產品的“窄義”用途,無論從信息采集的角度還是在當今企業中所能發揮到的作用,“廣義”數據已成為智能化工廠現代管理體系的基礎。譬如,為了提升生產過程中相關信息的存儲、記錄和傳輸水平,自上世紀90年代以來,自動識別在經歷了條形碼、二維碼技術后,又進入了基于FRID射頻技術的電子數據芯片系統,通過射頻信號自動識別目標對象并獲取相關數據,識別過程無需人工干預,可適用于各種現場環境。系統由電子數據芯片、讀寫裝置及控制管理軟件組成,芯片是附著在零件上標識目標對象的一種數據載體,通常以螺紋緊固方式安裝在被加工的工件上,圖5即為一實例。讀寫裝置是可以將信息讀取、寫入電子數據芯片中的一種裝置,當后者進入到工作磁場后,便能接受到讀寫裝置發出的射頻信號,憑借感應電流所獲得的能量發送出存儲在芯片中的信息。同樣,由讀寫裝置發出的射頻信號中帶有載波,能夠將信息寫入電子數據芯片中。控制管理軟件的功能是將電子數據芯片、讀寫裝置、機床設備及服務器等連接成一個系統,實現并具備了包括對產品的精確追溯在內的,與生產過程中的數據讀寫、傳輸、控制和統計分析等相關的各項功能。顯然,這些都將大大提升生產企業的整體信息化水平。
 圖5 工件在上料時安裝電子芯片
圖5 工件在上料時安裝電子芯片
*
數字化測量管理體系平臺的建立及其意義
首先,汽車制造企業都需遵循汽車行業質量體系標準,即“ISO16496”或“TS16949”質量體系,在TS16949中,APQP、FMEA、MSA、PPAP、SPC并稱為五大核心工具(見圖6),貫穿整個產品自研發起、至批量生產直到最終產品交付的全過程。而之前,5大核心工具的使用流程和表格太多,以至于企業在貫穿整個質量體系流程時,花費了巨大的人力、物力,可是在FMEA分析環節所獲得的反饋信息卻遠遠不夠。
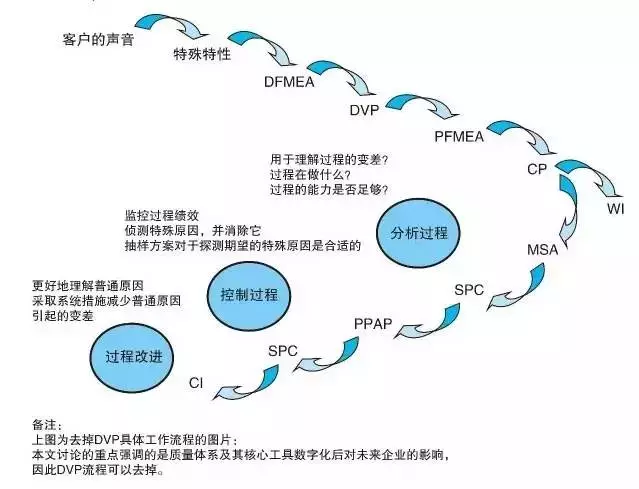 圖6 在“TS16949”質量體系中五大核心工具
圖6 在“TS16949”質量體系中五大核心工具
為此,知名的測量技術公司海克斯康及其合作伙伴IQS公司將質量體系轉化為數字化體系平臺MMS,見圖6。在該數字化平臺上,可完成質量體系中各種流程的跟蹤執行,并將上百種質量系統的管理圖表,變成數字化格式來管理、執行。質量體系中的FMEA、MSA、SPC都離不開數據作為支撐,未來的質量系統應該包含以下關鍵技術:①體系流程自動化與系統管理;②測量與傳感器網絡;③網絡化通訊基礎構架;④自動化或在線測量系統;⑤嵌入式邏輯軟件;⑥統計大數據和數據實時監控。基于以上這些特點,海克斯康將該系統定義為MMS系統,即測量管理系統。這是從企業未來發展的構架出發,通過MMS系統將用戶的ERP、PLM、MES系統進行對接,形成完成的PLM鏈條,以及符合產品質量體系流程的PACD數字化軟件管理平臺。目前MMS系統大致可分為8個模塊單元(見圖7)。
 圖7 MMS 系統大致可分為8 個模塊單元
圖7 MMS 系統大致可分為8 個模塊單元
通過配置以上模塊,用戶就可以實現:①進行定時、實時的數據監控,即可獲取豐富的質量信息對周期數據的匯總;②通過全面的數據分析,可完成對SPC的過程能力分析,以及完成動態問題點的導入,以及質量成本的監控記錄,FMEA動態改善等;③建立完整的尺寸制造鏈監控管理。打破了供應的黑匣子生產,使供應商的管理透明、可控、高效;④實現了對設備狀態/資源狀態(包括測量設備)運行狀態、周期維護管理提醒、檢驗周期及系統配置和應用功能配置等要素的遠程監控。
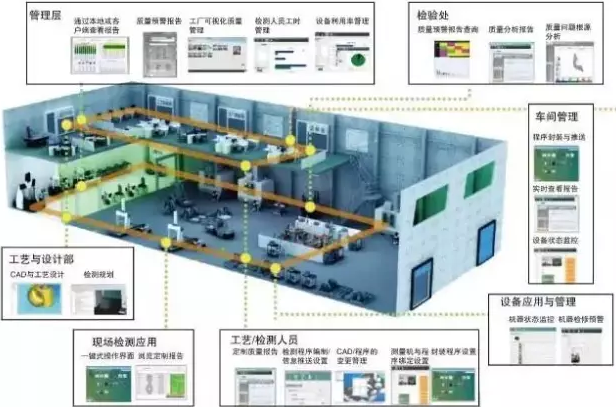 圖8 未來制造型企業質量管理系統的構想
圖8 未來制造型企業質量管理系統的構想
通過網絡化的連接,能在網絡上應用、查看、監控、執行檢測設備、以及相應的數據信息,從真正意義上實現了使質量控制系統進入工業4.0時代。所以,能適應未來制造型企業質量管理系統的需求,為此而打造數據鏈質量監管與智慧數據服務平臺,是極其重要的。鑒于該系統乃是以檢測設備及其傳感器所采集的產品質量的大數據為基礎,故必須打通不同設備和不同軟件之間的各個環節,通過統計分析等眾多專業的數據處理方式、快速反饋加工、以實現企業運轉過程中的高效決策,同時,也為未來的創新提供了真實而強有力的依據。


 手機資訊
手機資訊 官方微信
官方微信










 豫公網安備41019702003646號
豫公網安備41019702003646號