

 手機資訊
手機資訊 官方微信
官方微信
10月26日,富耐克CBN刀具新產品發布及技術交流會在鄭州江南春溫泉酒店召開。在發布會上,河南富耐克超硬材料股份有限公司技術總工程師張太和先生向與會的一百多位CBN刀具應用領域的企業代表及行業媒體對幾種新型CBN刀具做了重點推介。

河南富耐克超硬材料股份有限公司技術總工程師張太和先生做新型CBN刀具產品推介
一.富耐克CBN超強焊接刀具
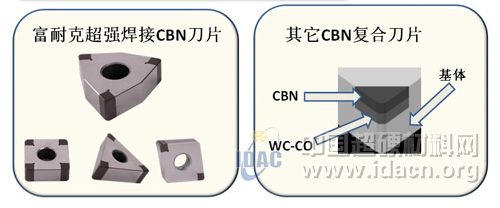
超強焊接FBS刀片與復合CBN刀片對比

市場上常見復合CBN刀片
復合CBN刀片常見問題是:
1.CBN層與硬質合金基體開層;2.CBN切削刃脫焊;3.刃口易崩刃,抗切削沖擊差;4.應用范圍窄。

富耐克超強焊接CBN刀片的特點:
1. 整體CBN聚晶體與刀片基體直接焊接,形成生長型超強結構,沒有開層、開裂的機會。
2. 更厚的CBN聚晶體,比市場現有用銀焊的CBN復合片刀片有更高的抗沖擊能力。

3.采用自主研發的特殊焊接工藝、焊劑、焊接方式,具有耐1000℃以上的高溫性能。
4.通用的裝夾方式,可以直接裝夾在現有的刀體上。
5.多規格、多品種,可以適應更多場合加工的需要 。


CBN刀片性能對比

2009年10月-超強焊接專利

案例1.FBS超強焊接刀片粗加工

案例2.FBS超強焊接刀片精加工

超強焊接CBN刀具斷續粗加工的應用

超強焊接CBN刀具斷續精加工的應用
工件:汽車傳動內形輪(球形傳動軸)工件材料:淬火鋼 HRC58~62
機床:雙軸立車加工工序:車內球面 粗度Ra1.2 尺寸精度+0.03mm
刀具:TNGA160416 S02020 FBS7000切削參數:Vc=180m/min f=0.17mm/r Ap=0.3 干切
刀具壽命:200-400件/刃
二.富耐克新牌號FBN6000
產品特點:
⑴適合于灰鐵、球鐵、高硬度的合金鑄鐵等材料的粗加工和半精加工。
⑵適合于硬度大于HRC45合金鋼、淬火鋼等粗加工和半精加工。
⑶適合于高速連續切削和中、低速斷續切削。
富耐克新牌號FBN6000 :相比FBN3500,在保持FBN3500抗沖擊性能,耐磨性可提高30%以上,可滿足高硬度鑄鐵和高硬度鋼的粗和半精加工。
FBN6000:為整體聚晶CBN刀片,是FBN3500的升級產品。

案例1.FBN6000粗車高鎳鉻鑄鐵軋輥

性能對比(合金鑄鐵軋輥)

案例2.FBN6000粗車高碳半鋼軋輥

案例3.FBN6000加工變速箱的應用
三.富耐克新牌號FBS7000
產品特點:
⑴高耐磨性和高耐沖擊性兼具;
⑵既能加工鑄鐵,又能加工淬火鋼;
⑶既能干式切削又能濕式切削;
⑷能夠進行連續、斷續的車削、銑削。



性能對比(制動盤)

富耐克FBS 7000斷續加工齒輪-淬火鋼精加工

性能對比(滲碳鋼齒輪)

FBN7000斷續濕式切削

FBS7000斷續干式切削

FBn7000加工風電軸承

FBN7000加工耐磨板
三.CBN刀具的失效分析
在機械加工的生產實踐中,發生刀具失效的主要表現為:刀片的磨損、崩刃、斷裂。
⑴磨損;
●后刀面磨損:一般發生在脆性材料。CBN系列刀具磨損的主要特征是磨損緩慢,但如果使用不當也可能發生急劇磨損,急劇磨損多在切削溫度過高時發生,切削速度高,切削溫度就高。
解決急劇磨損的主要方法是調整切削速度。
從切削加工的實踐證明,切削區域溫度超過1200°以上時,PCBN刀片也會發生 “可逆轉化”。

●前后刀面同時磨損:前后刀面同時磨損(如“嚴重的月牙洼”的發生),說明切削區已超過1200℃,相變磨損出現,即便是高惰性CBN刀具也不例外,都可能發生不同程度的擴散,解決方法主要是調整切削速度和進給量。
⑵崩刃
刀刃不能承受現有的切削力、切削振動、切削沖擊等加工條件,一般可以聽出不正常的切削聲音和振動,解決崩刃的問題主要是改善刀刃承受的切削力和切削振動,解決措施如下:

A刀具角度的改進
B刃口形式的改進
C切削參數的改進
⑶斷裂

刀片發生斷裂的主要原因有;
●刀具自身的原因;刀片底不平,刀墊不平,刃口嚴重磨損等。
●切削過程的原因:因為高速鋼軋輥工作層含有大量的高硬度碳化物,切削過程對刀刃有劃傷作用,就出現了刃口的溝槽磨損。在切屑長時間的不斷沖擊,最終刀片難以承受,導致斷裂。
●使用問題:刀具在切削過程中撞刀、撞車、刀刃出現豁口、嚴重磨損不換刀刃、進給量選得過大等。
啟示
往往有一種習慣性做法,切削加工已出現問題,就認為是刀具出了問題,大量的工作和解決措施都圍繞著刀具進行。其實切削加工是個系統問題,刀具是這個系統中的一個部分,在切削加工中,機床、工件毛坯、夾具、裝夾方式、切削液等組成了一個系統。
刀具在這個部分是一個子系統,包括刀具結構、壓緊方式、刀桿制造精度、刀墊材料、刀具角度、刀片大小、厚度和切削參數的匹配等。
所有的因素綜合在一起,影響著產品的精度、效率等。整個系統的任何因素發生變化都會對系統的輸出-及加工效率和加工結果發生影響。
所以最大限度發揮刀具在加工中的作用,就必須用系統的觀念和系統的方法解決加工中刀具出現的問題,采取相應的措施。
河南富耐克超硬材料股份有限公司張太和總工程師總結說:關注刀具選擇的每一個環節、關注刀具應用的每一個環節,關注切削過程的每一個環節,從中找出適合刀具應用的方式,就會得到事半功成的結果。










 豫公網安備41019702003646號
豫公網安備41019702003646號