

 手機資訊
手機資訊 官方微信
官方微信
摘 要:傳統金剛石線鋸是在細金屬絲的表面通過電沉積鎳或熱固化樹脂來固定一層金剛石磨料,用于材料的精密切割。由于磨料只是被機械地包埋鑲嵌在鍍層或樹脂結合劑中,磨料易脫落,線鋸壽命短。為解決此問題,提出了利用氣體保護感應加熱釬焊工藝制作金剛石線鋸,提高金剛石磨料的結合強度。進行了氣體保護裝置的研制和釬焊工藝的研究,成功試制出釬焊金剛石線鋸,對釬焊機理進行了探討。
關鍵詞:金剛石;線鋸;感應加熱;釬焊工藝
引言
金剛石線鋸是在細金屬線的表面通過電沉積鎳或熱固化樹脂來固定一層金剛石磨料,可以精密成形切割硅片、石材、陶瓷、光學玻璃等硬脆材料,也可應用于鋁合金等金屬材料的切割加工。其優點: 1)切縫窄,出材率高;2)切割過程平穩,切割硅晶、陶瓷等脆性材料不崩邊; 3)切割溫度低,切割面無燒傷; 4)能切割大尺寸工件; 5)對環境污染小,通常使用水作為冷卻液。是一種很有前途的切割工藝方法。現有金剛石線鋸存在的主要問題:磨料只是被機械地包埋鑲嵌在鍍層或樹脂結合劑中,磨料與結合劑結合強度低,磨料易脫落,結合劑層亦容易成片脫落,線鋸壽命短。
近十幾年來,國內外一些學者開始研究采用釬焊工藝來制作單層超硬磨料工具,其出發點是希望借助高溫釬焊時在磨料、釬料和基體界面上發生的熔解、浸潤、擴散、化合等相互作用(即通常所說的化學冶金作用) ,從根本上改善基體和釬料合金對磨料的把持強度。與傳統的電沉積鎳或熱固化樹脂金剛石工具相比,釬焊金剛石工具有以下特點 : 1)磨料、釬料和基體三者之間能實現化學冶金結合,從而提高了結合強度,工具使用壽命長; 2)磨粒的出露高度大,容屑空間大,不易堵塞,磨料的利用更加充分; 3)磨削力、功率消耗和磨削溫度低; 4)具有環保意義,符合當今倡導的綠色制造發展趨勢。
目前,釬焊金剛石工具的研究集中于空心鉆、磨輪、鋸片、串珠研制與加工性能,尚未涉及釬焊金剛石線鋸,而釬焊金剛石線鋸的制作又具有其獨特的特點。本文在國內外首次嘗試采用超高頻感應加熱Ar氣保護釬焊制作金剛石線鋸,期望本文的工作能有助于推動釬焊金剛石線鋸的實用化研究進程。
工藝試驗條件
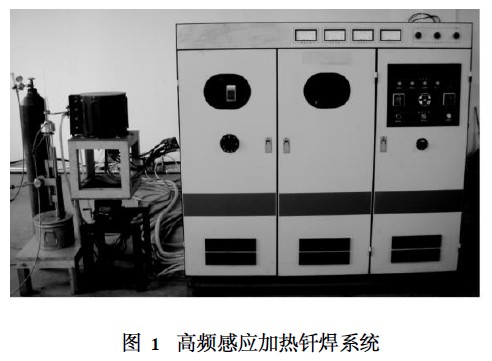
真空電阻加熱爐焊和氣體保護感應加熱焊都是可行的方法。由于真空電阻加熱爐加熱速度慢,長時間的高溫加熱對基體微觀結構和金剛石磨粒的性能會產生不利影響,尤其會明顯降低線鋸金屬絲的抗拉強度和彎曲強度。因此,選擇感應加熱設備用于釬焊制作金剛石線鋸。與真空電阻加熱爐中釬焊相比,感應加熱釬焊具有獨到的特點:加熱速度快,冷卻速度快,對鋼絲抗拉強度影響小;可實現超長線鋸(如100 km)的釬焊制作。所采用的高頻感應加熱釬焊系統如圖1所示,其功率為50 kW,頻率200~250 kHz,該系統由感應加熱電源、氣體保護裝置組成。
為避免金剛石磨料在高溫釬焊時的熱損傷,必須在真空、保護氣體中釬焊。金剛石的熱損傷與氛圍有關,在空氣中金剛石開始石墨化的溫度為800 ℃,在一般工業性保護氣氛或真空下,金剛石開始熱損傷的溫度為1 200 ℃。根據保護氣的不同,可分為還原性氣體釬焊、惰性氣體釬焊。還原性氣體是指氫(H2 ) ,或氫和氮(H2 ,N2 )的混合氣體,或者是氫、氮、一氧化碳(H2 ,N2 ,CO)混合氣體,其中氫和一氧化碳是還原氣體。惰性氣體主要是氬氣(Ar)與氦氣(He)。裝置選擇氬氣為保護氣,自行研制的氣體保護裝置如圖2所示,它由感應線圈、氣體保護腔、兩個進氣口和兩個出氣口組成。氬氣從兩個進氣口通入,進入保護腔,將空氣從兩個出氣口排除,待釬焊的線鋸從下出氣口入,進入感應線圈加熱釬焊,然后從上出氣口出,可實現線鋸的連續釬焊。














 豫公網安備41019702003646號
豫公網安備41019702003646號