

 手機資訊
手機資訊 官方微信
官方微信
摘要:分析了CVD金剛石厚膜刀具材料的性能特點,對CVD金剛石厚膜車刀進行了精密切削和難加工復合材料切削試驗,結果表明:CVD金剛石厚膜刀具加工鋁合金的表面粗糙度可達Ra0.05µm;切削難加工復合材料時刀具耐磨性和使用壽命明顯優于硬質合金刀具、PCBN刀具和PCD刀具。
1 引言
CVD金剛石厚膜材料為全晶質純多晶金剛石,具有硬度高、導熱系數大、摩擦系數小、各向同性等優良的物理機械性能,它既彌補了天然金剛石稀缺昂貴、各向異性等不足,同時又克服了人工合成單晶金剛石顆粒細小、聚晶金剛石(PCD)化學熱穩定性較差、CVD金剛石薄膜界面結合強度低等缺陷,是制造切削刀具的理想材料。在國外,CVD金剛石厚膜刀具已步入商業化應用階段。在國內,對此類刀具的研究開發及產業化進程也不斷加快。可以預見,CVD金剛石厚膜刀具的應用將對機械制造業(尤其是汽車制造業)產生積極而深遠的影響。
2 CVD金剛石厚膜刀具的性能特點
硬度
CVD金剛石厚膜為純多晶金剛石材料,碳原子以SP3 型共價鍵結合,其硬度接近天然金剛石,高于采用鈷結合劑的聚晶金剛石(PCD)。
耐磨性
CVD金剛石的晶粒度大小對耐磨性的影響不同于PCD。PCD刀具的晶粒尺寸越大,耐磨性越好,對粗加工較為有利;對于工件表面質量要求較高的精加工則需選用細晶粒PCD,但刀具耐用度有所降低。CVD金剛石的耐磨性則不取決于其晶粒度大小,大晶粒與小晶粒材料具有相同的耐磨性(比PCD高2~10 倍),這對于精加工十分有利。
摩擦系數
由于金剛石表面的懸掛鍵被氫飽和而具有化學惰性,因此CVD金剛石厚膜刀具拋光表面具有極低的摩擦系數(0.06~0.1),可有效降低切削溫度。
熱導率
金剛石的熱導率高于所有其它材料。CVD金剛石的熱導率為8~20W/cmK,遠高于銀的熱導率(4.29W/cmK)。CVD金剛石厚膜刀具的高熱導率有利于切削刃的熱量傳導,可避免因刀具發熱而發生粘刀現象,從而提高刀具使用壽命,減少工件的熱損傷和熱變形。
熱穩定性
CVD金剛石的熱穩定性遠高于在高溫高壓下合成的聚晶金剛石(PCD)。因燒結需要,PCD中加入了具有催化作用的金屬(如鈷),一般在600℃時即開始氧化,700℃時發生石墨化反轉。而CVD金剛石在空氣中需700℃以上才開始氧化,在真空或惰性氣體中的熱穩定性可達1200℃以上。CVD金剛石厚膜刀具極高的熱穩定性和化學穩定性可大大提高其切削性能,尤其適于在較高切削溫度下加工高耐磨的新型復合材料。
單晶金剛石、聚晶金剛石、CVD金剛石的不同性能特點決定了它們的應用范圍有所不同。除斷裂韌性外,CVD金剛石的其它性能均優于PCD,兩種刀具的應用范圍基本相同,但PCD刀具更適合粗加工、半精加工以及切削沖擊較大的加工場合,而CVD金剛石厚膜刀具在精加工和連續切削時更具優勢。
3 CVD金剛石厚膜刀具切削試驗
試驗目的與條件
切削試驗目的是研究CVD金剛石厚膜刀具的精密、超精密加工性能以及加工難加工復合材料時的切削性能。
切削試驗分別在某航天行業工廠和北京理工大學進行。試驗用機床為瑞士制造的Shaublin125型精密車床;試驗用的4把CVD金剛石厚膜車刀片采用厚度為0.6mm 的CVD金剛石厚膜焊接在硬質合金刀體上,刀片總厚度為1.6mm,在600 倍萬能工具顯微鏡下檢測刀片,切削刃平整光滑、完整無缺。
試驗結果與分析
用一把CVD金剛石厚膜車刀片加工硬鋁合金(LY12)。切削用量為:切削深度ap=5~6µm,進給量f=0.01mm/r,切削速度v=120m/min。切削試驗結果:被加工表面粗糙度Ra=0.05µm(機床性能及使用年限對加工表面質量的進一步提高有一定限制),表明CVD金剛石厚膜車刀可用于精密切削加工,并具有取代天然單晶金剛石車刀用于超精密切削的可能性。
用其它三把CVD金剛石厚膜車刀片分別切削三種復合材料:酚醛塑料基玻璃纖維增強復合材料(GFRP)、粒度分別為35µm 和28µm 的鋁基SiCp顆粒增強復合材料。刀片幾何角度為:g=0°,a=6°,kr=75°,kr'=15°;刀尖圓弧半徑r=0.3~0.35mm。采用J19型萬能工具顯微鏡檢測刀具后刀面磨損帶寬度VB,并與其它種類車刀的切削磨損狀況進行對比。檢測結果分別見圖1~圖3。
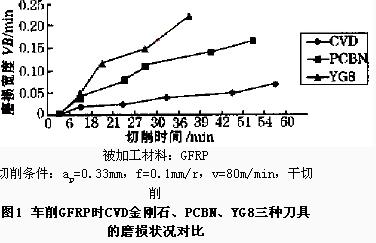
由圖1可見,分別用CVD金剛石、PCBN、硬質合金(YG8)三種刀具切削酚醛塑料基玻璃纖維增強復合材料(GFRP)材料時,若以刀具后刀面磨損寬度VB=0.15mm 作為磨鈍標準,YG8車刀的使用壽命僅為30分鐘;PCBN車刀在使用50分鐘后磨鈍;而CVD金剛石厚膜車刀在切削50分鐘后的后刀面磨損寬度VB僅為0.06mm。
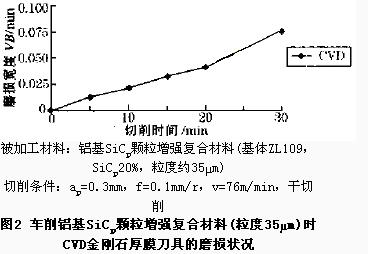
由圖2 可見,在車削典型的難加工材料——鋁基SiCp顆粒(粒度約35µm)增強復合材料時,CVD金剛石厚膜車刀切削30分鐘后的后刀面磨損寬度VB僅為0.075mm 左右,其耐磨性和使用壽命均大大高于硬質合金(YG8)刀具和PCBN刀具。
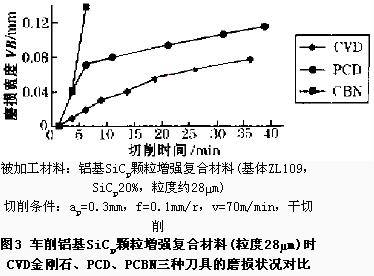
由圖3可見,分別用CVD金剛石、PCD、PCBN三種車刀切削粒度約25µm 的鋁基SiCp顆粒增強復合材料時,PCBN刀具在切削5分鐘后磨鈍;PCD刀具車削36分鐘后其后刀面磨損寬度VB=0.12mm,已接近磨鈍;而此時CVD金剛石厚膜車刀的后刀面磨損寬度VB僅為0.08mm。試驗結果表明:CVD金剛石厚膜刀具的耐磨性最好,PCD刀具次之,PCBN刀具相對最差。上述切削試驗結果與其他文獻給出的切削試驗結果比較接近。
綜上所述,CVD金剛石厚膜刀具在半精密、精密切削加工中,具有比PCD、PCBN超硬刀具更好的耐磨性和更長的使用壽命。此外,由于CVD金剛石具有低摩擦系數和高熱導率,允許采用較高切削速度而不致產生有害的熱量積累,因此CVD金剛石刀具也適用于高速切削加工。
4 結論
4.1 CVD金剛石厚膜刀具切削硬鋁合金(LY12)時,可實現Ra0.05µm 的表面粗糙度,因此該刀具適用于精密切削加工并有可能替代天然金剛石刀具用于超精密切削加工。
4.2 CVD金剛石厚膜刀具切削酚醛塑料基玻璃纖維增強復合材料、鋁基SiCp增強復合材料等難加工材料時的耐磨性、使用壽命等切削性能明顯優于硬質合金刀具、PCBN刀具和PCD刀具。
4.3 CVD金剛石厚膜刀具具有優異的切削性能,在超硬切削領域具有廣泛的應用前景。








 豫公網安備41019702003646號
豫公網安備41019702003646號