

 手機資訊
手機資訊 官方微信
官方微信摘要 作者:M.Sankar,M.Sankar,K.Rajkumar,S.Santosh摘要:新型工業(yè)產(chǎn)業(yè)對輕量級材料的需求促使了鋁基復(fù)合材料的研發(fā)和制備。在諸多AMMCs中,鋁金屬基體...
作者:M. Sankar,M. Sankar,K.Rajkumar,S. Santosh
摘要:新型工業(yè)產(chǎn)業(yè)對輕量級材料的需求促使了鋁基復(fù)合材料的研發(fā)和制備。在諸多AMMCs中,鋁金屬基體增強型碳化硼(B4C)由于其優(yōu)良的耐磨性能、高硬度、高強度低重量比和高溫韌性而廣泛應(yīng)用于汽車制造領(lǐng)域。和其他增強體(Al2O3、SiC)相比,碳化硼有著異乎尋常的中子吸收性能。由于金屬基中硬質(zhì)陶瓷增強體的存在,傳統(tǒng)加工方法對碳化硼材料的加工存在一定難度。而非傳統(tǒng)工藝如激光加工和電火花加工則會對工件表面造成損傷和熱影響區(qū)。電火花加工(ECM)是一種先進的加工工藝,用于航空零部件、汽車零部件以及模具的制造。為提高材料去除率并改善工件的表面質(zhì)量,本實驗將細顆粒磨料和電解質(zhì)混合。這種伴隨陽極溶解的磨料能夠有效提高材料去除率。
關(guān)鍵詞:電化學(xué)加工,鋁基碳化硼復(fù)合材料,反應(yīng)曲面分類研究法,碳化硅磨料
引言:
金屬基復(fù)合材料(MMCs)是一類耐磨性高、比強度高、熱膨脹系數(shù)低的輕量材料,廣泛應(yīng)用于航空、軍事和汽車制造行業(yè)。利用傳統(tǒng)工藝對Al-B4C進行加工會造成工具的快速磨損,工件表面質(zhì)量較差。而電化學(xué)加工(ECM)則廣泛應(yīng)用于高硬度材料的加工。
本研究在反應(yīng)曲面分類研究法(RSM)的基礎(chǔ)上進行ECM加工并利用相關(guān)實驗數(shù)據(jù)來預(yù)測最佳工藝參數(shù)。Rama rao等人利用(20 vol%)150μm B4C陶瓷顆粒(硬度21HRB)增強型Al-B4C復(fù)合材料的制備和機械性能。Milan Kumar等人利用Grey-Laguchi方法對EN31工具鋼進行ECM加工,從而優(yōu)化了表面粗糙度和MRR。Rajurkar等人做了關(guān)于ECM工藝的最新進展研究。本論文利用預(yù)成形柱形銅工具電極對鋁基5-15%碳化硼復(fù)合材料進行磨料輔助型ECM加工并進行工藝建模,優(yōu)化工藝參數(shù)。碳化硅磨料粒度為50μm,電解質(zhì)為NaCl。
實驗步驟:
基礎(chǔ)加工材料為Al-6061-(5-15%)碳化硼。ECM加工裝置為0.5-5A/mm2高密度直流電、10-20V低壓裝置。利用METATECH ECM設(shè)備對試樣進行加工實驗。工具為中心帶孔的圓形截面銅材質(zhì)。電解質(zhì)順著工具的中心孔軸向進給至切削區(qū)。利用氯化鈉溶液作為磨料輔助/無磨料輔助ECM加工的電解質(zhì)。以固定的時間間隔進行實驗加工,并通過改變不同參數(shù)進行實驗,如電壓、電流、進給速率和增強體。利用SEM對加工試樣進行微結(jié)構(gòu)觀察。利用重量損失技術(shù)進行MRR測量;在10mm的試樣長度距離上利用talysurf測試儀測量表面粗糙度。表1為本研究的不同工藝參數(shù)。
摘要:新型工業(yè)產(chǎn)業(yè)對輕量級材料的需求促使了鋁基復(fù)合材料的研發(fā)和制備。在諸多AMMCs中,鋁金屬基體增強型碳化硼(B4C)由于其優(yōu)良的耐磨性能、高硬度、高強度低重量比和高溫韌性而廣泛應(yīng)用于汽車制造領(lǐng)域。和其他增強體(Al2O3、SiC)相比,碳化硼有著異乎尋常的中子吸收性能。由于金屬基中硬質(zhì)陶瓷增強體的存在,傳統(tǒng)加工方法對碳化硼材料的加工存在一定難度。而非傳統(tǒng)工藝如激光加工和電火花加工則會對工件表面造成損傷和熱影響區(qū)。電火花加工(ECM)是一種先進的加工工藝,用于航空零部件、汽車零部件以及模具的制造。為提高材料去除率并改善工件的表面質(zhì)量,本實驗將細顆粒磨料和電解質(zhì)混合。這種伴隨陽極溶解的磨料能夠有效提高材料去除率。
關(guān)鍵詞:電化學(xué)加工,鋁基碳化硼復(fù)合材料,反應(yīng)曲面分類研究法,碳化硅磨料
引言:
金屬基復(fù)合材料(MMCs)是一類耐磨性高、比強度高、熱膨脹系數(shù)低的輕量材料,廣泛應(yīng)用于航空、軍事和汽車制造行業(yè)。利用傳統(tǒng)工藝對Al-B4C進行加工會造成工具的快速磨損,工件表面質(zhì)量較差。而電化學(xué)加工(ECM)則廣泛應(yīng)用于高硬度材料的加工。
本研究在反應(yīng)曲面分類研究法(RSM)的基礎(chǔ)上進行ECM加工并利用相關(guān)實驗數(shù)據(jù)來預(yù)測最佳工藝參數(shù)。Rama rao等人利用(20 vol%)150μm B4C陶瓷顆粒(硬度21HRB)增強型Al-B4C復(fù)合材料的制備和機械性能。Milan Kumar等人利用Grey-Laguchi方法對EN31工具鋼進行ECM加工,從而優(yōu)化了表面粗糙度和MRR。Rajurkar等人做了關(guān)于ECM工藝的最新進展研究。本論文利用預(yù)成形柱形銅工具電極對鋁基5-15%碳化硼復(fù)合材料進行磨料輔助型ECM加工并進行工藝建模,優(yōu)化工藝參數(shù)。碳化硅磨料粒度為50μm,電解質(zhì)為NaCl。
實驗步驟:
基礎(chǔ)加工材料為Al-6061-(5-15%)碳化硼。ECM加工裝置為0.5-5A/mm2高密度直流電、10-20V低壓裝置。利用METATECH ECM設(shè)備對試樣進行加工實驗。工具為中心帶孔的圓形截面銅材質(zhì)。電解質(zhì)順著工具的中心孔軸向進給至切削區(qū)。利用氯化鈉溶液作為磨料輔助/無磨料輔助ECM加工的電解質(zhì)。以固定的時間間隔進行實驗加工,并通過改變不同參數(shù)進行實驗,如電壓、電流、進給速率和增強體。利用SEM對加工試樣進行微結(jié)構(gòu)觀察。利用重量損失技術(shù)進行MRR測量;在10mm的試樣長度距離上利用talysurf測試儀測量表面粗糙度。表1為本研究的不同工藝參數(shù)。
圖一:實驗裝置

表一:電化學(xué)加工參數(shù)
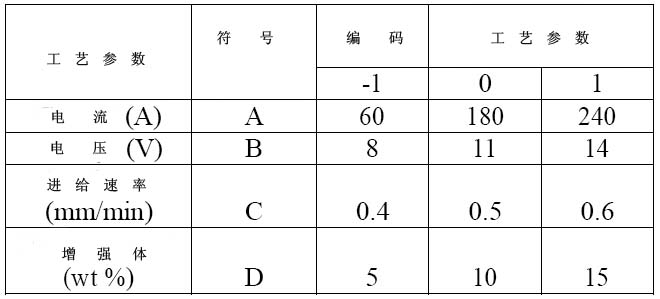
通過改變四個輸入?yún)?shù)(因子),電壓、電流、進給速率和增強體來進行電化學(xué)實驗加工,從而優(yōu)化兩個輸出參數(shù)(響應(yīng))。實驗加工過程中電極間隙保持常量;加工時間保持常量。加工前后對試樣進行稱量以便求得MRR。加工后對工件進行表面粗糙度測量。
磨料輔助ECM和普通ECM類似。除了一般的加工工藝,磨料粉末要和電解質(zhì)混合。持續(xù)攪拌電解質(zhì),使其流速保持在最佳范圍值以確保磨料能和電解質(zhì)一起流動并防止磨料堵塞;
普通ECM和磨料輔助ECM加工的試樣都進行SEM分析;實驗設(shè)計建立在RSM的CCD基礎(chǔ)上。CCD的因子部分為全析因設(shè)計,結(jié)合了兩個準級(高+1、低-1)的所有因子,并由八個星點和六個中間點(代碼準級為0)。位于CCD中心的平面有20組實驗觀察,基于四個獨立的輸入變量。表一為普通ECM和磨料輔助ECM的加工參數(shù)。
(詳細內(nèi)容敬請點擊這里)
磨料輔助ECM和普通ECM類似。除了一般的加工工藝,磨料粉末要和電解質(zhì)混合。持續(xù)攪拌電解質(zhì),使其流速保持在最佳范圍值以確保磨料能和電解質(zhì)一起流動并防止磨料堵塞;
普通ECM和磨料輔助ECM加工的試樣都進行SEM分析;實驗設(shè)計建立在RSM的CCD基礎(chǔ)上。CCD的因子部分為全析因設(shè)計,結(jié)合了兩個準級(高+1、低-1)的所有因子,并由八個星點和六個中間點(代碼準級為0)。位于CCD中心的平面有20組實驗觀察,基于四個獨立的輸入變量。表一為普通ECM和磨料輔助ECM的加工參數(shù)。
(詳細內(nèi)容敬請點擊這里)









 豫公網(wǎng)安備41019702003646號
豫公網(wǎng)安備41019702003646號