

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201710197936.1申請人:深圳市中天超硬工具股份有限公司發明人:林漢生劉敏解宇摘要:本發明涉及一種化學氣相沉積金剛石刀具及其加工方法。所述加工方法包括提供由硬質合...
申請號:201710197936.1申請人:深圳市中天超硬工具股份有限公司
發明人:林漢生 劉敏 解宇
摘要: 本發明涉及一種化學氣相沉積金剛石刀具及其加工方法。所述加工方法包括提供由硬質合金制成的基體和由化學氣相沉積金剛石制成的刀片;焊接刀片至基體的端部;磨削刀片去除刀片焊接至基體的端部后過多的余量;及激光切割刀片露出在避空面的切削面,使切削面中的第一后刀面與前刀面之間的夾角的余角為10?12°,并使切削面中的第二后刀面與前刀面之間的夾角的余角為所述第一后刀面與前刀面之間的夾角的余角的兩倍。上述化學氣相沉積金剛石刀具及其加工方法,刃口的崩口在2μm以內,且加工效率較高,能滿足對于刀具的加工質量和速度的要求。
2.根據權利要求1所述的化學氣相沉積金剛石刀具,其特征在于,所述刃口的長度為3-3.5mm。
3.根據權利要求1所述的化學氣相沉積金剛石刀具,其特征在于,所述刃口至所述另一個避空面的距離為所述刃口的長度的三分之一。
4.根據權利要求1所述的化學氣相沉積金剛石刀具,其特征在于,所述第一后刀面的寬度為0.1-0.15mm。
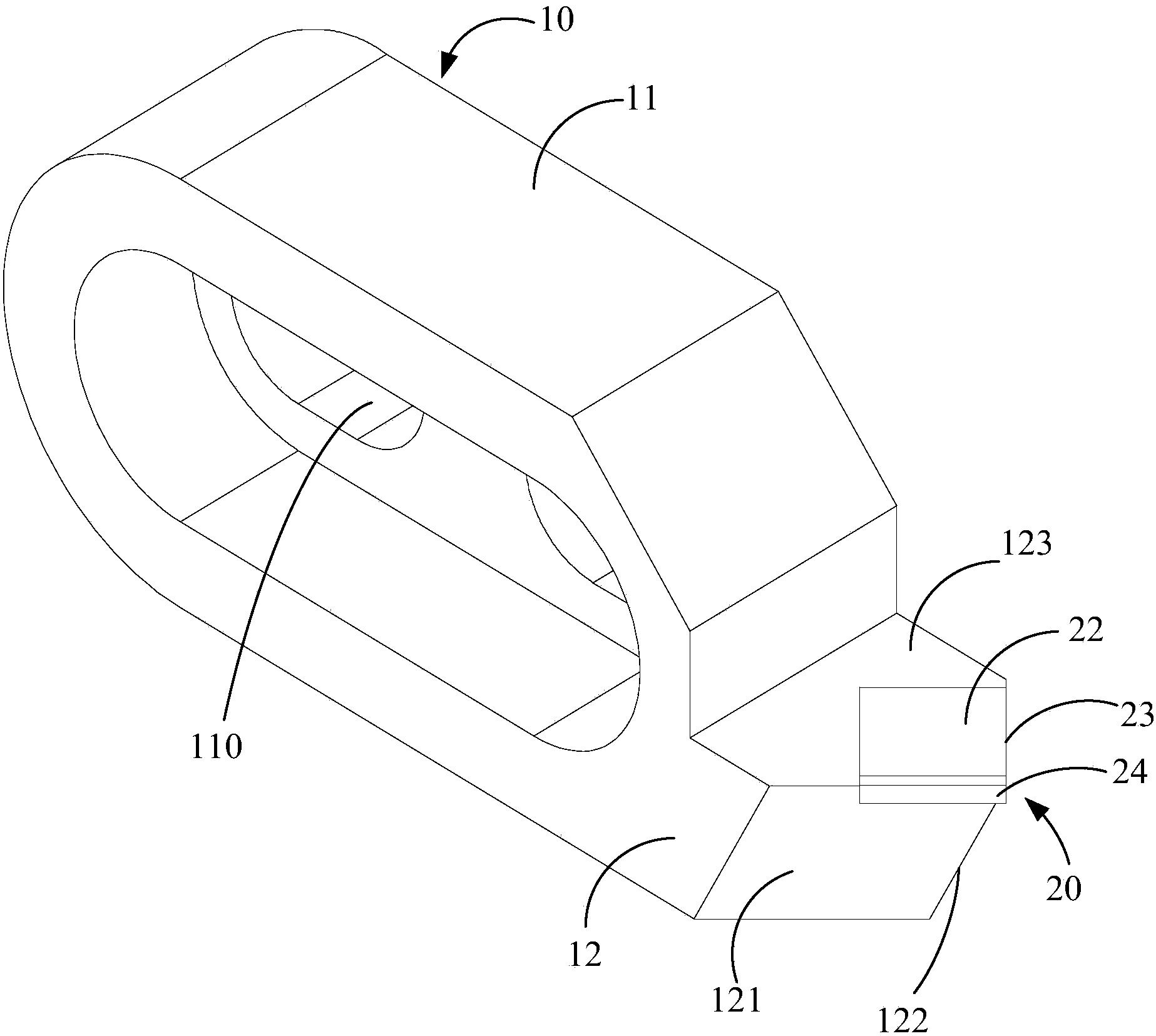
5.根據權利要求1所述的化學氣相沉積金剛石刀具,其特征在于,所述基體包括呈環狀的連接部以及由連接部一端延伸而出的安裝部,所述連接部上設置連接孔,所述安裝平面和避空面設置于安裝部的端部。
6.一種權利要求1-5任意一項所述的化學氣相沉積金剛石刀具的加工方法,其特征在于包括:提供由硬質合金制成的基體和由化學氣相沉積金剛石制成的刀片;焊接刀片至基體的端部;磨削刀片去除刀片焊接至基體的端部后過多的余量;及激光切割刀片露出在避空面的切削面,使切削面中的第一后刀面與前刀面之間的夾角的余角為10-12°,并使切削面中的第二后刀面與前刀面之間的夾角的余角為所述第一后刀面與前刀面之間的夾角的余角的兩倍。
7.根據權利要求6所述的化學氣相沉積金剛石刀具的加工方法,其特征在于,所述焊接為真空焊接、釬焊、高頻感應焊接、氣體保護焊接中的一種。
8.根據權利要求7所述的化學氣相沉積金剛石刀具的加工方法,其特征在于,真空焊接時,將膏狀焊料涂抹在基體的端部并放置刀片,進行200℃保溫固化后,放入真空爐中抽真空,并升溫至700℃,焊接30分鐘,然后降溫至25℃。
9.根據權利要求7所述的化學氣相沉積金剛石刀具的加工方法,其特征在于,所述刀片為方形片狀,磨削刀片時,采用砂輪每次進刀量0.02mm以下,以使所述側面與基體的其中一個避空面重合,所述切削面外露于另一個避空面的距離為所述刀片邊長的長度的三分之一。
10.根據權利要求7所述的化學氣相沉積金剛石刀具的加工方法,其特征在于,激光切割時,激光功率8W-18W,激光寬度10-18μm,激光工作錐度5-10°,激光頻率1500-16667HZ,線速度15-30mm/min,激光間距60-80μm,激光切割深度0.03-0.1mm。








 豫公網安備41019702003646號
豫公網安備41019702003646號