

 手機資訊
手機資訊 官方微信
官方微信摘要 申請號:201510765910.3申請人:沈陽黎明航空發動機(集團)有限責任公司發明人:劉權張國康春梅李之超李東飛摘要:一種金剛石滾輪型面檢測試片的加工方法,步驟為:選取雙柱坐標...
申請號:201510765910.3申請人:沈陽黎明航空發動機(集團)有限責任公司
發明人:劉權 張國 康春梅 李之超 李東飛
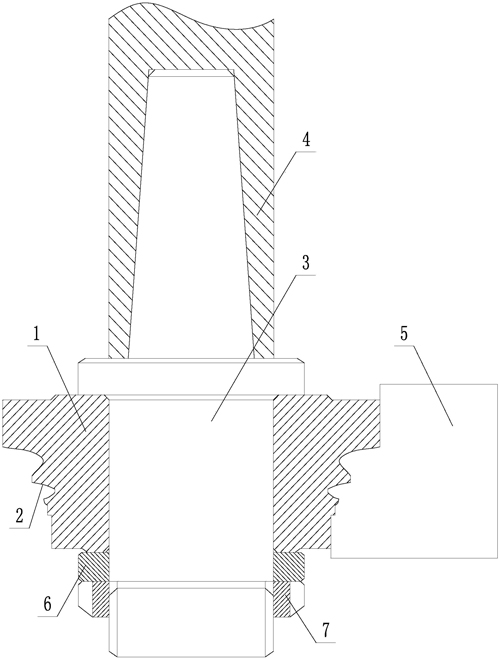
摘要:一種金剛石滾輪型面檢測試片的加工方法,步驟為:選取雙柱坐標鏜床作為加工設備,將金剛石滾輪通過自制的定位芯軸安裝在雙柱坐標鏜床的鏜頭內,將型面檢測試片通過平口鉗安裝在雙柱坐標鏜床的床面上,移動床面使型面檢測試片移向并接觸金剛石滾輪,啟動雙柱坐標鏜床使金剛石滾輪高速轉動,控制金剛石滾輪朝向型面檢測試片進行進給,直到型面檢測試片上被金剛石滾輪磨削出完整的型面輪廓。本發明首次將雙柱坐標鏜床引入了金剛石滾輪型面檢測試片的磨削加工中,且僅需一套設備就可完成加工任務,并將裝夾找正誤差以及人工操作誤差的帶入率降到最低,有效提高了型面檢測試片的型面加工精度,同時提高了金剛石滾輪型面尺寸的檢測準確性。
2.根據權利要求1所述的一種金剛石滾輪型面檢測試片的加工方法,其特征在于:所述 型面檢測試片采用石墨片。
3.根據權利要求1所述的一種金剛石滾輪型面檢測試片的加工方法,其特征在于:在所 述金剛石滾輪與雙柱坐標鏜床的鏜頭之間加裝一個定位芯軸,定位芯軸為自制件,定位芯軸 下端固定安裝金剛石滾輪,定位芯軸上端采用錐柄結構,定位芯軸通過錐柄結構安裝在雙柱 坐標鏜床的鏜頭上。
4.根據權利要求1所述的一種金剛石滾輪型面檢測試片的加工方法,其特征在于:所述 型面檢測試片裝夾于平口鉗上,型面檢測試片通過平口鉗固定安裝在雙柱坐標鏜床的床面上。
5.根據權利要求1所述的一種金剛石滾輪型面檢測試片的加工方法,其特征在于:所述 金剛石滾輪在磨削型面檢測試片過程中,磨削接觸面處需要通過冷卻液進行冷卻。







 豫公網安備41019702003646號
豫公網安備41019702003646號